Как подготовить поверхность стен из различных строительных материалов к покраске. Подготовка стен под окраску окрасочным материалом зависит от материала стен.
Подготовка поверхности стен под окраску
Подготовка ранее использованных поверхностей
При окраске масляными составами по старой клеевой окраске старые набелы следует удалить. Если дефекты штукатурки значительны, то ее необходимо отремонтировать.
При подготовке поверхностей, ранее окрашенных масляными составами, если краска не имеет значительных повреждений, красочная пленка хорошо держится, то ограничиваемся промывкой поверхности 2-5 %-ным раствором кальцинированной соды, чтобы смыть отложения различных испарений, которые ослабляют сцепление нового красочного слоя с основанием.
Если старая масляная краска недостаточно прочная, покрыта морщинами и трещинами, ее удаляют (соскабливают), выжигают или смывают химическими веществами.
Выжигают старую масляную краску паяльной лампой — направляя на окрашенную поверхность пламя вспучивает старый слой. После этого краску немедленно счищают шпателем, т.к. остывшую краску труднее соскоблить. Этот способ применяется при небольших объемах работ.
Как штукатурить ЗА БАТАРЕЯМИ #штукатуркастен
Химические вещества для удаления старой краски используют при больших объемах ремонтных работ. Старую краску удаляют едкими щелочами, разрушающими пленку.
Подготовка новых оштукатуренных поверхностей
Новые оштукатуренные поверхности подготавливают под неводные окраски так же, как и под водные.
Обработка новой оштукатуренной поверхности, а также поверхности облицованной сухой гипсовой штукатуркой заключается в проолифке, подмазке трещин и других дефектных мест, в сплошной шпатлевке, а также шлифовании подмазки и каждого слоя шпатлевки.
Проолифить оштукатуренные поверхности можно олифой или эмульсией только по вполне просохшей штукатурке: покрытие олифой непросохшей штукатурки прекращает доступ воздуха к извести и тем самым замедляете твердение и высыхание; красочная пленка в этом случае будет отслаиваться, появляются пузырьки, воздушные и прочие дефекты. Чтобы было легче отличить проолифленную поверхность от непроолифленной, в олифу добавляют небольшое количество сухого цемента. Большие поверхности олифят маховыми кистями или краскораспылителями, а небольшие — кистями вручную.
Подмазывают трещины и другие дефекты по окончательно просохшей после проолифке поверхности лаковой или масляной подмазочной шпатлевкой.
Шпатлюют поверхности под масляную краску теми же примесями и инструментами, что и под клеевую. При улучшенной окраске поверхность шпатлюют один раз, при высококачественной — два-три раза. Каждый слой шпатлевки шлифуют пемзой или шкуркой. Зашпаклеванные поверхности грунтуют масляной грунтовкой.
Подготовка и обработка деревянных поверхностей
Из-за неодинаковой усушки древесины вдоль и поперек волокон сучки деревянные гвозди после усыхания древесины обычно выступают из общей плоскости изделия, разрывая пленку краски. Для предохранения окраски от повреждения верхние части сучков и нагелей вырубают при помощи полукруглой стамески на глубину 2-3 мм. Места вырубки и все мелкие дефекты (заусенцы, раковины) после проолифки изделий подмазывают шпатлевкой. Более крупные дефекты столярных изделий следует устранить до окраски.
Полы перед окраску очищают, но не моют, т.к. их влажность значительно задержит выполнение последующих процессов.
При обработке дверных и оконных устройств и деревянных перегородок выполняют те же процессы, что и при обработке оштукатуренных поверхностей. Следует только учитывать, что при отделке столярных изделий применяют исключительно масляные или лаковые шпатлевки.
Обработка деревянных полов
Шпаклевку наносят следующим образом: 10-12 л шпаклевочного состава выкладывают на проолифленный пол в противоположном от входной двери углу; затем шпателем шпаклевку перемешивают вдоль волокон досок в сторону входной двери, заполняя все неровности. Когда просохнет первый слой шпаклевки, его шлифуют силикатным кирпичом и сметают пыль щетиной щетки. Вторую шпаклевку выполняют теми же приемами, но песок в ее состав не вводят. Шлифуют вторую шпаклевку пемзой или шкуркой. Грунтуют полы при помощи шаровых кистей или пистолетом-распылителем.
При высококачественной отделке поверхность полов затягивают редким полотном или мешковиной. Полотно или мешковину укладывают на свежую, только что нанесенную первую шпаклевку и тщательно приглаживают шпателем до появления шпатлевки в порах полотна. По натянутому полотну шпаклюют не менее двух раз, не считая выправки.
Подготовка и обработка металлических поверхностей
Металлические изделия и конструкции (трубы и радиаторы отопления, газовые и водопроводные трубы, решетки) перед окраской тщательно очищают стальными щетками от брызг раствора и ржавчины.
Механизированную очистку металлических конструкций от ржавчины и грязи при небольших объемах работ выполняют при помощи пневматических шпателей или электрощетками. При больших объемах работ выполняют пескоструйную обработку или гидропескоструйную очистку, а также химчистку.
Чтобы предохранить металл от возобновления коррозии, поверхность после очистки грунтуют. Главное назначение грунтовки — обеспечить хорошее сцепление окрашиваемой поверхности с последующими окрасочными слоями и создать высокую коррозийную защиту.

Частые ошибки при кладке стен из кирпича своими руками
Стены — вертикальные конструктивные элементы, ограждающие здание от внешних воздействий и воспринимающие нагрузки от вышележащих конструкций. По материалу:…

Внутренняя отделка стен своими руками
Варианты отделки стен Стены являются несущими опорами дома, изолируют от шума и погодных условий и делят внутреннее пространство,…

Как сделать гидроизоляцию ванной комнаты под плитку лучше своими руками
Примечания и правила при проведении гидроизоляционных работ Ванная комната – особое и важное помещение в доме. При капитальном…

Машины и механизмы для строгания деревянных полов
При строгании паркетного пола машину передвигают вперед по обрабатываемой поверхности. Снятая вращающимся ножевым барабаном стружка увлекается вверх и…
Источник: knep.ru
Грунтовка для стальных труб: как применять

Грунтовка для труб стальных имеет огромное значение для их защиты от преждевременной коррозии. Этот состав предназначен для нанесения нижнего слоя покрытия на металл перед покраской.
Грунтовка позволяет обеспечить качественное сцепление верхнего покрытия с основанием металла, укрепляет его структуру и останавливает различные химические реакции. Верно подобранный вид грунтовки для отопительных труб, увеличит их срок службы.
Статья подскажет, как правильно выбрать грунтовку и обработать ею стальные трубы своими руками.
Особенности грунтовки для отопительных труб
Металлические трубы используются для:
- Устройства водостоков.
- Прокладки коммуникаций.
- Монтажа несущих конструкций.
По сравнению с другими материалами металл обладает:
- Большей прочностью.
- Долговечностью.
Однако существенный недостаток – беззащитен от коррозии. Простое окрашивание металлических труб масляной краской, не дает желаемого эффекта: покрытие быстро начнет отслаиваться, отпадать, а на поверхности из-за агрессии внешней среды, начнет образовываться коррозия.
Совет: Для долговечной эксплуатации трубы необходимо не просто покрасить, а выполнить полную их обработку с нанесением грунтовки.
Грунтовка для труб стальных дает возможность:
- Обеспечить антикоррозийную защиту металла.
- Улучшить влагоизоляцию.
- Преобразовывать ржавчину.
- Применять как самостоятельное покрытие.
- Повышать адгезию с основным покрытием и трубой.
- Компенсировать разницу коэффициента термического расширения между металлическим основанием и лакокрасочным покрытием.
- Уменьшить впитывание краски, что сокращает расход на завершающий слой эмали.
Правильный выбор грунтовки по металлу зависит от многих факторов.
Учитывается назначение изделия:
- Если это радиаторы центрального отопления – все металлические трубы подвергаются температурным перепадам.
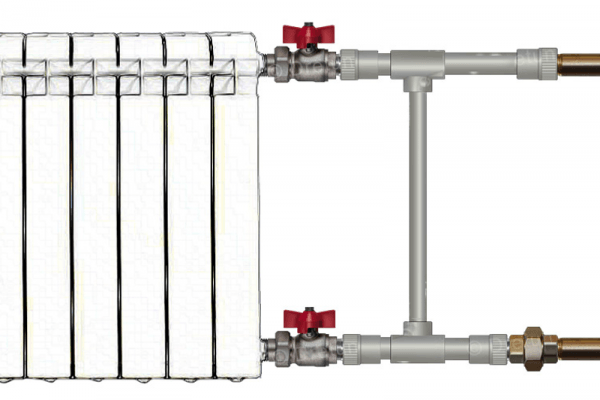
Установка радиатора отопления
- При подаче холодной воды, трубы будут холодными и влажными.
- Горячая вода в трубах создает на поверхности высокую температуру, что делает их слишком сухими.
- Трубы могут быть газовыми.
- Размещаться на улице, что создает уязвимость элементов от действия атмосферных явлений.
- Располагаться в помещении.
На вид грунтовки оказывает влияние качество и марка стали:
- Грунтовки-изоляторы.Такие материалы изготавливаются на основе обычных красок – белил, железного сурика, с добавлением в состав специальных присадок, это могут быть эпоксидная или алкидная смеси. После нанесения на металле создается прочная тонкая пленка, которая препятствует контакту поверхности с атмосферой. Используется для труб, устанавливаемых на улице.
Алкидные грунтовки являются самыми популярными и имеют несколько плюсов:
- применяются как самостоятельное покрытие;
- имеют высокие антикоррозийные качества;
- преобразовывают ржавчину;
- обеспечивают защиту от перепада температур;
- гарантируют долговечность трубы.
Обозначаются эпоксидная грунтовка, как ЭП-0010, а ГФ-021 – алкидная.
- Двухкомпонентные грунтовки фосфатирующего типа– это смесь активных компонентов. При нанесении на металл она усиливает его пассивацию, применяется для обработки любых стальных труб, имеет высокую адгезию. Часто используется перед нанесением любого лакокрасочного финишного покрытия, усиливая его защитные свойства и уменьшая расход краски. Маркировка грунтовки – ВЛ-02.
- Пассивирующие грунтовкиизменяют электрохимические характеристики металла, замедляют процесс образования коррозии и появление ржавчины. Преимущественно применяются для влажных труб при прокладке коммуникаций. Имеет маркировку – ГФ-0119.
- Грунт-протектор– это металлическая взвесь, растворенная в лакокрасочной основе. Включают соединения:
- свинца;
- цинка;
- сплава цинка и магния.
На окрашенных поверхностях протекторные грунтовки создают незаметную пленку, которая защищает от царапин металлическое основание. Маркировка материала – ЭП-0284, ЭП-057.
- Ингибиторы представляют собой защитные грунты-эмали нового поколения, изготавливаются на масляной и водной основе, эффективно и надежно предохраняют трубы, расположенные на улице или в условиях повышенной влажности, от появления коррозии. Маслорастворимые маркируются как ЭП – 180.
- Грунтовка-преобразовательиспользуется для нанесения по ржавчине, за основу при изготовлении используется ортофосфорная кислота. Смесь оксид железа или ржавчину превращает в фосфат железа. После этой химической реакции образуется защитная нерастворимая пленка, которая может частично восстановить покрытие, изъеденное коррозией. Маркировка составов: ХВ-0278 или ЭП-0199.
Совет: Противокоррозионные смеси применяются для труб из черного металла, а более адгезионные – для труб из цветного.
Оказывает на выбор грунтовки и температура содержимого в трубах:
- До 60°С. Такой температурный режим имеют радиаторы центрального отопления и трубы для горячего водоснабжения. При соблюдении технологии обработки, можно использовать грунты, изготовленные на лакокрасочной основе. Краска на покрытие ложится ровно, что уменьшает расход материала, она не выгорает на солнце, не отслаивается.
- До 100°С. Такие составы используются в частных домах. Здесь владельцы могут сами регулировать температуру отопления, радиаторы нагреваются, при этом свыше 60°С. Грунт используется обычный, но декоративное покрытие следует выбирать с пигментами, стойкими к выгоранию.
- Грунт-смеси, выдерживающие температуры более 300°С.Применяются лишь на промышленных предприятиях.
Как рассчитать количество грунтовки
Совет: Приобретая раствор для грунтовки, необходимо выяснить, какой расход его на квадратный метр металла. Обычно он составляет примерно 100 грамм.
Чтобы правильно произвести расчет грунтовки для труб, учитываются:
- Наружный диаметр трубы – d.
- Ее длина – h.
Площадь покрытия S рассчитывается по формуле: S = π × d × h, где π ≈ 3,14.
Подставляя в формулу нужные величины, получается требуемая площадь покрытия. Умножая ее на расход для одного квадратного метра, определяется примерный расход грунтовки.
Как выполнить грунтовку труб
Процесс подготовки и грунтовка труб происходит пошагово.
Инструкция выполнения работ имеет некоторые особенности:
- Закрываются стены и пол помещения.
- Тщательно очищается поверхность труб от старой краски и ржавчины. Для этого берутся металлические ершики, щетки. Процесс чистки показан на фото.

Зачистка труб металлическим ершиком
- Старая краска обрабатывается специальным раствором для ее размягчения.
- Соскребается шпателем.
- Тщательно до гладкого состояния и блеска поверхность зачищается абразивным полотном.
- Промывается и просушивается труба.
- Обезжиривается подходящим средством.
- Наносится грунтовка выбранным способом, с помощью:
- кисти, подходит для малых диаметров с неровностями. При этом затрачивается больше грунтовки и времени на обработку;
- валика небольшого размера, эффективно снижающего расход смеси;
- краскопультом или баллончиком под давлением. Цена краски в баллончике намного выше при малом объеме, что не рентабельно.
Совет: Грунтование рекомендуется проводить не менее двух слоев. При первом покрытии тщательно заполняются мелкие неровности.
Грунтовка для труб обязательно проводится перед завершающим покрытием, что позволяет последнему хорошо закрепиться. Обработка выполняется при комнатной температуре с выключенным отоплением. Этим обеспечивается правильное высыхание, улучшается качество поверхности и уменьшается расход грунтовки. Сам процесс обработки предлагается на видео.
Правильно выполненное покрытие на стальных трубах – гарантия длительного их использования.
Ведущий специалист в крупной строительной компании, занимающейся возведением многоэтажных жилых зданий. Закончил архитектурный факультет Пензенского государственного института архитектуры и строительства. Общий стаж работы по специальности – 18 лет.
Источник: otdelka-expert.ru
Методы и виды обработки поверхностей перед сваркой

07.2023
Прочтение: 7 мин.
Просмотров: 228
Перед сваркой металлическое изделие проходит несколько этапов подготовки. Наличие ржавчины, масляных пятен, грязи может привести к образованию дефектов. Это негативно скажется на прочности и несущей способности сварной конструкции. Обработка поверхности для сварки – неотъемлемая часть технологического процесса, результат которой влияет на качество сварного шва.
Основные требования к очистке поверхностей перед сваркой
Один из основных этапов подготовки металлопроката к сварке – обработка поверхностей. Для очистки металлических деталей от оксидных, масляных пленок и других загрязнений перед сваркой и обеспечения высокого качества сварного шва, стыкуемые поверхности детали подвергаются обработке. После обработки поверхность не должна иметь следов загрязнений. Должны отсутствовать следы коррозии, трещины, расслоения и другие дефекты.
Контроль поверхности перед сваркой проводят визуально, с помощью ультразвукового дефектоскопа и другого оборудования. Это позволяет обнаружить скрытые трещины, расслоения, прочие дефекты. На торцах заготовки должны отсутствовать следы резки.
Основные способы обработки металлической поверхности:
- механический – очистка с помощью специального инструмента, гидроабразивная, абразивно-струйная, ударно волновая очистка и др.;
- химический – электролитно-плазменная очистка, электрохимическое травление, мойка с применением химических моющих средств;
- термический – очистка паром, струей сухого льда, газопламенная, электронно-лучевая, лазерная очистка и пр.
Чаще всего используется механический метод обработки ручным или механическим инструментом. С его помощью снимается слой поверхности металла (не более 2-3 мм). Чтобы обеспечить более высокое качество обработки, предварительно может выполняться очистка химическими веществами. На завершающем этапе можно обрабатывать методом травления, воздействия тлеющим разрядом.
Перед сваркой места стыка очищают дополнительно маломощным нагревом сварки.
Определение чистоты поверхности
Методы, используемые для определения чистоты поверхности металла перед сваркой, делятся на две группы:
- Прямые –с помощью таких методов можно определить наличие загрязнений на поверхности металлопроката. К распространенным относится микроскопический метод, методы, основанные на разности потенциалов и применении радиоактивных изотопов.
- Косвенные – такие способы базируются на удалении загрязнений с поверхности металла методом травления или с помощью специальных растворителей. Сложность их заключается в том, что проверку можно проводить только в лабораторных условиях.
Подготовка поверхности к сварке: основные этапы
Перед подготовкой детали к сварке проводится ряд операций обработки поэтапно, что позволяет устранить все деформации, загрязнения и дефекты. Это гарантирует высокое качество сварного шва.
Правка и очистка
При транспортировке и хранении металлопроката он может подвергаться механическому воздействию, из-за чего образуются деформации. Они устраняются с помощью ручного инструмента (молоток) или специального оборудования (ручной пресс, правильные станки). Правка проводится для придания заготовке первоначальной формы. Если этого не сделать, возникнут внутренние напряжения, которые негативно повлияют на прочность сварного шва.
После правки проводится обработка поверхности заготовок. С металла убирается грязь, пыль, ржавчина и другие загрязнения, которые образовались во время хранения и транспортировки металлопроката. Для этого применяется механический, химический или термический способ.
Разметка
Разметка деталей перед сваркой осуществляется с помощью специальных устройств или вручную, используя керны, металлические линейки, штангенциркули и пр. Чтобы разметка была лучше видна, предварительно на поверхность металла можно нанести грунтовку.
Учитывая высокую трудоемкость ручной разметки, ее используют редко. На производстве сегодня чаще применяют разметно-маркировочные автоматы, которые проводят разметку по заложенной программе. Такой метод позволяет размечать деталь быстро и в короткое время обрабатывать большое количество заготовок.
Резка
На следующем этапе металлопрокат режется. Отрезанный металл относится к отходам, но в некоторых случаях может быть использован для других целей.
Инструменты, используемые для резки:
- ручной инструмент – применяется для резки тонкого листового металла, с его помощью вырезают простые геометрические формы, если нет высоких требований к их точности (ножницы по металлу, резак и пр.);
- электрический инструмент – применяют для резки тонкого металлопроката, вырезания фигурных и сложных форм (болгарка, фреза с насадкой, электропила и пр.);
- инструмент с термическим воздействием – используется для резки толстого металла, позволяет вырезать фигурные формы (плазмотрон, газовый резак и пр.).
В промышленном производстве применяются отрезные станки. При проведении резки металла учитываются припуски для зачистки. Размер их зависит от того, какой метод использовался.
Зачистка
После резки на поверхности металла образуются заусеницы, оксидный слой. Для их устранения проводится обработка с использованием щеток по металлу, наждачной бумаги, напильников, болгарки или других инструментов. Несмотря на то, что этот этап несложный и нетрудоемкий, он важен, так как качество зачистки также влияет на качество сварного шва.
Для обезжиривания и снятия оксидов перед сваркой применяют специальные химические средства: спирт, кислоты, растворители. При обработке цветных материалов нельзя использовать ту же щетку, с помощью которой проводилась зачистка стали, чтобы ее микрочастички не попали на поверхность.
Подготовка кромок
Чтобы качество сварных швов заготовок с толстыми стенками было высокое, необходимо подрезать кромки. Если этого не сделать, в процессе сварки расплавленный металл не будет проникать в стык, будет растекаться по поверхности. Это снизит прочность соединения. Чтобы избежать такой ситуации, кромки следует сгладить на 2-3 мм, в зависимости от толщины заготовки.
Подрезка проводится термическим способом (горелкой), механическим или ручным инструментом. Термический способ менее предпочтителен, при использовании холодных методов получается более ровная кромка. Размер кромки и угол зависит от типа сварки, расходных материалов. Это стандартизированная величина, она закреплена в ГОСТ.
Подготовленные кромки обеспечивают доступ к корню шва. На деталях с толстыми стенками делают скос или фаску. Величина угла сопряжения колеблется в пределах от 45° до 60°. При сваривании деталей разной толщины, кромку подрезают только у детали с толстой стенкой.
Угол скоса зависит от глубины проварки, расхода электродов, величины шовного валика. Обработка кромок проводится, если толщина детали составляет более 3 мм.
Гибка
Гибка листовых металлов перед сваркой осуществляется с помощью специальных листогибочных машин. Для холодной гибки профильного металлопроката применяют специальные правильно-гибочные прессы.
Учитывается хрупкость металла. Если радиус сгиба будет превышать толщину детали в 25 раз, в процессе гибки возможно растрескивание металла. Поэтому работу с толстостенными заготовками проводят с нагреванием. Это делает металл более податливым.
Основные требования к сборке конструкции перед сваркой деталей
Завершающим этапом подготовки металла перед сваркой является сборка. Она подразумевает установку и фиксацию деталей, другие подготовительные работы для обеспечения процесса сварки.
Этот этап минимально механизированный и максимально трудоемкий – около 30% от трудоемкости всего подготовительного процесса. Для упрощения и ускорения сборки используются специальные приспособления (подпорки, стенды и другие устройства).Перед началом сборки проверяют, соответствуют ли размеры деталей чертежам.
Чтобы обеспечить надежное и качественное сварное соединение, в процессе сборки нужно придерживаться определенных требований:
- сварщик должен иметь свободный доступ к месту сваривания деталей, приспособления для фиксации не должны мешать работе;
- детали закрепляются в правильном положении и жестко, чтобы избежать деформаций в процессе сварки;
- сборка должна исключать возможность смещения деталей, чтобы не допустить возникновения перекосов.
Сборка состоит из нескольких последовательных процедур. Они планируются таким образом, чтобы каждая предыдущая процедура не создавала препятствий для проведения последующей. Особенно это актуально для сварки сложных конструкций.
Сборка часто проводится на сварочных прихватках. Прихватка – это небольшой шов, который делается с помощью сварочного аппарата и помогает зафиксировать одну деталь относительно другой. Для деталей сложных конфигураций вместо прихваток используется беглый шов, глубина которого не должна превышать глубину основного. При обработке корня основного шва он зачищается.
Подготовка металла к сварке – важный этап, который включает в себя ряд процедур. От них напрямую зависит качество сварного шва. На неподготовленной поверхности остаются микрочастицы, ржавчина и прочие загрязнения. Если их не убрать, это приведет к браку. Обработка перед сваркой помогает улучшить условия для свариваемости.
Источник: traiv-komplekt.ru