
Долговечность и надежность антикоррозионного покрытия напрямую связаны с правильной подготовкой поверхности к нанесению лакокрасочного материала. Поэтому этот аспект требует особого внимания. Российские и международные стандарты, требования производителя регламентируют этот процесс. Естественно, что подготовка металлических и бетонных поверхностей отличаются. Здесь мы рассмотрим особенности подготовки металла к окраске.
Для формирования долговечного антикоррозионного покрытия важно учесть все нюансы технологии окрашивания. Сам процесс окраски состоит из подготовки поверхности, нанесения грунтовки или восстановления грунтовочных слоев, нанесения промежуточных и финишных лакокрасочных материалов, послойной сушки. Остановимся подробнее на подготовке металлической поверхности. Требования к этому процессу разнятся в зависимости от условий проведения работ и видов антикоррозионных материалов.
Вебинар «Самые частые ошибки при работе с грунтом»
В производственных помещениях, предназначенных для подготовки поверхности, хранения металлоконструкций и их окрашивания, важно соблюдать требования производителей материалов. К ним относятся различные требования, не ограниченные температурой и относительной влажностью воздуха.
В условиях строительно-монтажной площадки, когда работы проходят на открытом воздухе подготовка поверхности металлоконструкций и их окрашивание рекомендуется выполнять при температуре воздуха не ниже плюс 5 °С и не выше плюс 30 °С и относительной влажности воздуха не более 80 % в отсутствие атмосферных осадков, тумана, росы.
Важно знать, что нанесение лакокрасочных материалов должно проводится при указанных производителем климатических условиях. Запрещено проводить окрасочные работы при скорости ветра более 10 метров в секунду, а также по влажным и покрытым инеем поверхностям.
Подготовка металла под нанесение антикоррозионной краски включает устранение дефектов поверхности, окислов, загрязнений, остатков старой краски и других.
Устранение дефектов
Устранение дефектов заключается в том, чтобы убрать с поверхности заусенцы, острые кромки, сварочные брызги, наплывы пайки, прожоги, остатки флюса. Поверхность литых изделий не должна иметь неметаллических макровключений, пригаров, нарушений сплошности металла в виде раковин, трещин, спаев, неровностей в виде приливов, утолщений, складок, за исключением дефектов, допускаемых нормативными документами на отливку. Сварные швы должны быть цельными и сплошными (непрерывными) без пор, трещин и разрывов. Форма шва должна быть гладкая, с плавным переходом от валика к металлу.

Металлическая поверхность с рыхлыми слоями ржавчины и непрочно держащимися остатками старого покрытия
Дефекты поверхности устраняют с помощью ручного или механизированного инструмента: молотка, зубила, шлифмашинок и прочих. Очистку поверхности от загрязнений, рыхлых слоёв ржавчины и непрочно держащихся остатков старого покрытия выполняют металлическими шпателями, стальными щётками, скребками и другим инструментом.
Температура двигателя BMW высокая информация для незнающих
Обезжиривание
Операции по обезжириванию поверхности выполняют до проведения абразивоструйной и механической очистки и до обмыва конструкций от загрязнений чистой водой под давлением. Для этого используют уайт-спирит (по ГОСТ 3134) или другие растворители и специальные составы по ГОСТ 9.402. Все растворители ВМП (СОЛЬВ-УР, СОЛЬВ-ЭП, СОЛЬВ-ЭС) могут применяться для обезжиривания поверхности и промывки лакокрасочного оборудования.



Растворители ВМП
Операции выполняют кистью, мягкой волосяной щеткой или безворсовым обтирочным материалом, смоченными растворителями. Можно провести струйный обмыв поверхности.
Расход растворителя или водно-моющего средства зависит от степени замасленности поверхности и составляет от 0,10 до 0,35 л/м2. После обезжиривания следует осушить поверхность сухим чистым воздухом до полного удаления паров растворителя. Степень обезжиривания должна быть первая в соответствие с ГОСТ 9.402
Обмыв поверхности
При необходимости, металлоконструкции, доставленные на строительную площадку с заводским грунтовочным покрытием, обмывают чистой пресной водой под высоким давлением (не ниже 20 МПа).
Абразивоструйная обработка
В большинстве случаев идеальной подготовкой поверхности является абразивоструйная очистка. Покрытие, нанесенное на такую поверхность, будет служить намного дольше. Очистку поверхности металла от окислов (окалины и ржавчины) выполняют до степени 2 по ГОСТ 9.402 (Sa 2 1 /2 или Sa 2 по ИСО 8501-1) с приданием ей шероховатости для получения оптимальной адгезии лакокрасочного покрытия. Для такой обработки рекомендуется применять абразив, обеспечивающий требуемую чистоту и шероховатость поверхности.
Очистку поверхности от прокатной окалины и прочно держащихся продуктов коррозии следует выполнять абразивоструйным способом с использованием металлического и неметаллического абразива, рекомендуются установки с открытой струёй абразива. Для абразивоструйной очистки необходимо применять абразив, обеспечивающий остроугольный профиль поверхности.
 Абразивоструйная очистка поверхности
Абразивоструйная очистка поверхности
Выбор абразива следует выполнять с учётом требований к степени очистки, заданной шероховатости и исходного состояния поверхности.

Абразивоструйные установки напорного типа Conractor
Сжатый воздух, используемый при подготовке поверхности и нанесении лакокрасочных материалов, должен быть очищен от масла и влаги при помощи масловлагоотделителя и должен соответствовать требованиям ГОСТ 9.010 (группа 2).
Подготовка поверхности сварных швов, острых кромок и других участков с дефектами поверхности должна иметь степень Р2 — РЗ по ISO 8501-3.
Абразивоструйная обработка для ремонтного окрашивания
Если на окрашенной поверхности есть дефекты (растрескивание, отслаивание до металла, коррозия, повреждения от транспортировки), то его необходимо локально удалить полностью до металла. Очистка проводится абразивоструйным способом до степени Р Sa 2 ½ (в труднодоступных местах — Р Sa 2) по ISO 8501-2 (очень тщательная локальная струйная очистка). Необходимо сделать плавный переход от покрытия к очищенному металлу. Размер ремонтного участка должен превышать размер дефекта минимум на 30 мм. Прочно пристающее (без повреждения адгезии) покрытие должно оставаться неповреждённым.
Если по какой-либо причине невозможно выполнить очистку абразивоструйным методом или для ремонтного окрашивания, то поверхность обрабатывают механизированным и ручным инструментом до степени 3 по ГОСТ 9.402 (St 3 или St 2 по ИСО 8501-1).
Механизированная очистка
Такой тип очистки подходит для участков с небольшими повреждениями и отдельных видов покрытий, о чем обязательно указано в документации производителя.
Механизированную очистку рекомендуется проводить с использованием проволочных вращающихся щёток (дисковых, концевых, торцевых), пневматических молотков, шлифовальных кругов. Ручная очистка проводится при помощи проволочных щёток, шпателей, скребков, зубила, шлифовальной шкурки и прочих инструментов.
Для дефектных участков с одним или несколькими повреждениями, где размер такого дефекта не превышает 5 мм и не составляет более 0,5% от общей площади участка, допускается локальная механизированная или ручная очистка до степени P St 3–P St 2 по ISO 8501-2.
Удаление пыли и остатков абразива
Удаление пыли и остатков абразива с поверхности после очистки проводят путем обдува ее сухим чистым сжатым воздухом, с применением промышленного пылесоса или чистых сухих кистей с коротким жестким ворсом.
Параметры очищенной поверхности
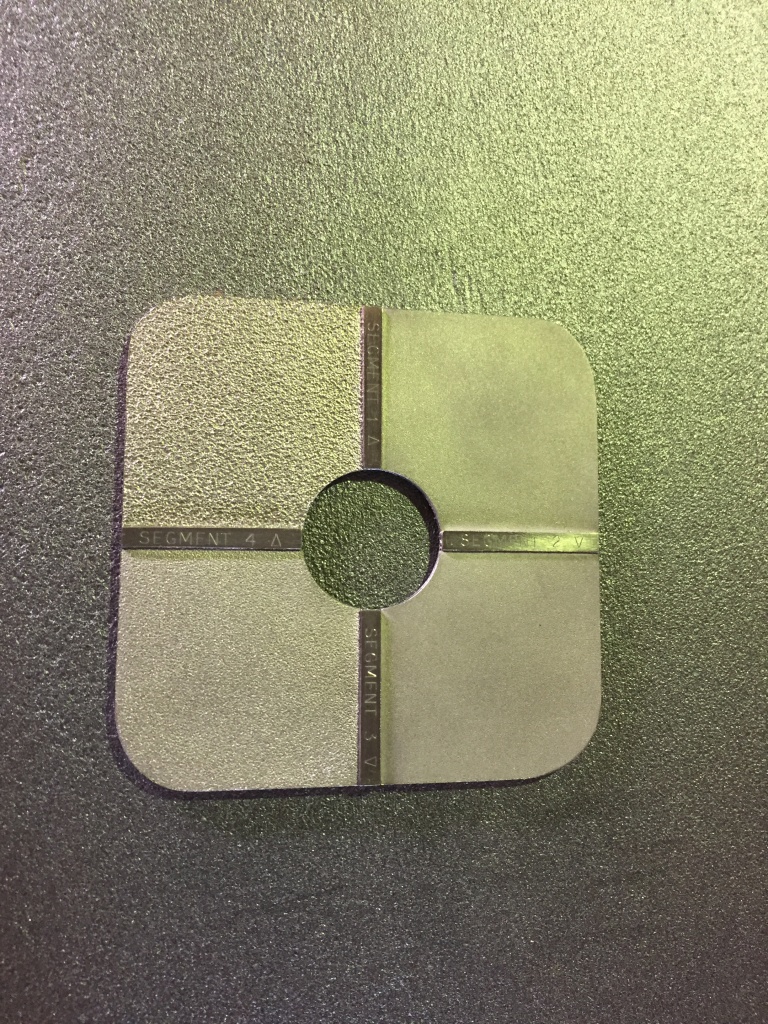
Для визуальной оценки профиля металлической поверхности, очищенной абразивоструйным способом, используют специальный инструмент – компаратор шероховатости. Оптимальная шероховатость очищенной поверхности должна соответствовать понятию «тонкая» компаратора шероховатости «GRIT» (между сегментами 1 и 2, но ближе к сегменту 2), Rz=50±10 мкм по ГОСТ 2789.
В отдельных случаях производится контроль водорастворимых солей (хлоридов) по ISO 8502-6. Такой контроль необходим там, где есть источники загрязнения, например, вблизи береговой линии.
Поверхность, подготовленная к окрашиванию, должна соответствовать первой степени обезжиривания и 2-й степени очистки от окислов по ГОСТ 9.401 (Sa 2 ½ по ISO 8501-1) и быть не ниже 2-го класса обеспыливания по ISO 8502-6.
Компаратор шероховатости на поверхности, подготовленной для нанесения антикоррозионной краски

Металлоконструкции после абразивоструйной очистки
Контроль качества подготовки поверхности необходимо выполнять по следующим показателям:
- отсутствие масляных и жировых загрязнений;
- степень очистки от окислов;
- шероховатость поверхности;
- отсутствие пыли;
- отсутствие водорастворимых солей.
Ответственный подход

В технической документации на антикоррозионные краски производители обычно указывают требования к степени подготовки поверхности. Но при защите конкретного объекта лучше обратиться к техническим специалистам производителя для уточнения минимально допустимой степени.
Инженеры-технологи ВМП аттестованы на инспекторов II категории по контролю качества очистных и окрасочных работ, имеют все необходимые допуски, в том числе к работе на высоте. Поэтому уже на этапе подбора систем покрытий вы получите исчерпывающую информацию о необходимой подготовке поверхности.
Тем, кто нацелен проводить подготовку поверхности самостоятельно стоит помнить общее правило: чем агрессивнее условия эксплуатации объекта, чем выше требования к сроку службы защитного покрытия, тем качественнее должна проводиться очистка поверхности.
Опыт показывает, что нарушение требований к подготовке поверхности является наиболее частой причиной дефектов покрытий и быстрой потери защитных свойств. Некачественная очистка не позволяет использовать высокий потенциал долговечных материалов и приводит к существенным материальным затратам на ремонт.
Внимательно относитесь к требованиям производителя антикоррозионных красок к подготовке поверхности металла, ответственно подходите к выполнению работ и металлоконструкции будут надолго защищены от негативного воздействия окружающей среды.
Источник: vmp-holding.ru
Инструкция по технологии нанесения изоляционных материалов

Оформите заявку на услугу, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Заказать услугу
Описание
Нанесение мастики «ИЗОБИТ»
- Температуру нагрева битумно-полимерной мастики «ИЗОБИТ» при нанесении на защищаемую поверхность выбирают в зависимости от температуры окружающей среды, но не выше 180°С.
- Предварительно разогретую до температуры не более 180°С мастику наносят на очищенную и загрунтованную защищаемую поверхность изоляционными машинами или вручную с помощью кисти, скребка, щетки.
- Работы по нанесению проводят при температуре окружающего воздуха не ниже минус 5°С при использовании мастики марки «Л» и не ниже минус 15°С при использовании мастики марки «З».
- Толщину слоя мастики выбирают в соответствии с нормативной документацией на конкретный вид защищаемой конструкции.
- При применении битумно-полимерной мастики «ИЗОБИТ» в конструкциях изоляционных покрытий в качестве грунтовки должна использоваться грунтовка ГПБ1 (ТУ5775-002-94259402-2009).
Нанесение ленты «БИЛАР»
- Ленту «БИЛАР»марки «Л» следует наносить при температуре окружающего воздуха от минус 5°С до плюс 40°С, марки «З» при температуре от минус 20°С до плюс 10°С.
- Ленту «БИЛАР» следует наносить на наружную поверхность трубопровода по адгезионному праймеру ПЛ-М ТУ 5775-001-01297858-01 или грунтовке ГПБ-1 по ТУ 5775-002- 94259402-2009.
- В качестве защитной обертки используется обертка липкая полиэтиленовая для изоляции газонефтепродуктопроводов «Полилен-ОБ» (ТУ 2245-004- 01297859-99).
- Лента «БИЛАР», нанесенная в один слой с наружной липкой оберткой «Полилен-ОБ», отвечает требованиям нормальной изоляции по ГОСТ Р 51164 (конструкция № 21).
- Лента «БИЛАР», нанесенная в два слоя с наружной липкой оберткой «Полилен-ОБ» в один слой отвечает требованиям усиленной изоляции по ГОСТ Р 51164 (конструкция №18).
Нанесение грунтовки ГПБ-1
- Вязкость грунтовки, метод нанесения, режим сушки, толщина и время выдержки грунтовки должны соответствовать указаниям нормативно-технической документации на конкретное покрытие.
- Грунтовку следует наносить на поверхность трубопроводов, очищенную от грязи, ржавчины, неплотно сцепленной с металлом, окалины, пыли, земли и наледи, а также обезжиренную от копоти и масла. С поверхности металла должны быть удалены острые выступы, брызги металла, шлака, заусенцы. Поверхность трубопровода должна соответствовать ВСН 008 для конкретного вида покрытия.
- Нанесенный слой должен быть ровным, без пропусков, подтеков, пузырей, сгустков. Расход грунтовки в зависимости от способа нанесения составляет (150÷200 ) г/м².
- Грунтовка может наносится на поверхность кистью,распылителем или грунтовочными машинами с вращающимися полотенцами. Нанесенный слой грунтовки должен быть сплошным, без пропусков, подтеков или сгустков.
- Расход грунтовки плотностью 0,78-0,85 г/см² при нанесении на очищенную трубу должен составлять: кистью 150÷220 мл/м². распылителем 200÷250 мл/м². машинами для нанесения грунтовки 150÷220 мл/м².
- Непосредственно перед нанесением грунтовки ее следует тщательно перемешать до полного исчезновения возможного осадка.
- Температура грунтовки перед нанесением должна быть не ниже 10°С. При более низкой температуре грунтовку следует выдерживать не менее 48 часов в помещении с температурой 15°С (но не выше 45°С) или подогреть в водяной или масляной бане с температурой не выше 50°С.
- Грунтовка применяется в комплекте с изоляционной мастикой «Изобит» (ТУ 5775-003-94259402-2009) и битумно-полимерной лентой «Билар» (ТУ 2245-001-94259402-2009) в конструкциях изоляционных покрытий трубопроводов нормального и усиленного типов схема № 13, 18, 21, 22 в соответствии с ГОСТ Р 51164 и ВСН 008 при температуре эксплуатации до +40°С.
Источник: www.adanpf.ru
Следует отметить, что грунтовки не является финишным слоем ЛКП. Поэтому, после нанесения грунтовки рекомендуется наносить финишное покрытие

Область применения: предназначена для высокоэффективной антикоррозионной защиты металлических поверхностей внутри и снаружи помещений под покрытие различными эмалями и для увеличения адгезии (сцепления) между окрашиваемой поверхностью и финишным покрытием.
Модификатор изготавливается из нетоксичных и экологически чистых компонентов. Грунтовка может наноситься прямо на ржавчину при условии, что слой ржавчины не более 100 мкм (0.1мм). Использование грунтовки уменьшает расход краски и увеличивает долговечность покрытия.
Растворитель:уайт-спирит, сольвент, ксилол или их смесь 1:1.
Цвет:серый.
Расход:150-180 г/м² при покрытии в один слой, в зависимости от поверхности.
Время высыхания однослойного покрытия — 12 часов при температуре +20°С и относительной влажности 65%. Снижение температуры и повышение влажности увеличивают время высыхания.
Способ нанесения: грунтовку наносить кистью, методом струйного облива, окунания, распыления. При нанесении методом распыления грунтовку необходимо тщательно перемешать и разбавить до рабочей вязкости. При нанесении кистью грунтовку можно не разбавлять.
Хранение:в плотно закрытой заводской таре, предохраняя от воздействия тепла, влаги и попадания прямых солнечных лучей. Не боится мороза.
Гарантийный срок хранения -12 месяцев.
Примечание:материал пожароопасен из-за наличия в нём органических растворителей! При проведении окрасочных работ и после их окончания тщательно проветрить помещение. Для защиты рук использовать резиновые перчатки.
Грунтовка алкидная антикоррозионная ГФ- 021 «Зебра»
l Защищает металл от действия коррозии
l Обеспечивает прекрасную адгезию
l Подходит как для внутренних, так и для наружных работ
Обладает повышенной агдезией к поверхности, уменьшает расход краски и увеличивает долговечность покрытия.
Растворитель:Уайт-спирит, сольвент или их смесь в соотношении 1:1, а также РС-2, 649, 650.
Цвет:белый и красно-коричневый.
Расход:60-100 г/м² при покрытии в один слой, в зависимости от поверхности.
Время высыхания однослойного покрытия при температуре +20°С и относительной влажности 65% — до потери отлипа – 1.5ч
для окраски эмалями ПФ и другими эмалями — 1.5ч
для окраски эмалями НЦ — не менее 24ч
Снижение температуры и повышение влажности увеличивают время высыхания.
Хранение: в плотно закрытой заводской таре, в прохладном месте, предохраняя от воздействия тепла, влаги и попадания прямых солнечных лучей. Не боится мороза.
Примечание:материал пожароопасен из-за наличия в нём органических растворителей!При проведении окрасочных работ и после их окончания тщательно проветрить помещение. Для защиты рук использовать резиновые перчатки.
Грунтовка алкидная антикоррозионная ГФ- 021 «Мальва»
l Защищает металл от действия коррозии
l Обеспечивает прекрасную адгезию
l Подходит как для внутренних, так и для наружных работ
Уменьшает расход краски, увеличивает долговечность покрытия.
Область применения: предназначена для высокоэффективной антикоррозийной защиты металлических и деревянных поверхностей внутри и снаружи помещений под покрытие различными эмалями. Грунтовка увеличивает агдезию между неокрашенной поверхностью и финишным покрытием.
Время высыхания однослойного покрытия при температуре +20°С и относительной влажности 65% — до потери отлипа– 1.5ч
для окраски эмалями ПФ и другими эмалями — 1.5ч
для окраски эмалями НЦ — не менее 24ч
Растворитель: уайт-спирит, сольвент или их смесь 1:1.
Цвет:красно-коричневый.
Расход:60-100г/м² при однослойном покрытии, в зависимости от поверхности.
ЛКМ на водной основе
К ЛКМ на водной основе относятся грунтовки, шпатлевки, краски, эмали, лаки, декоративные штукатурки. В основном материалы на водной основе предназначены для окраски минеральных поверхностей, таких как бетон, штукатурка, кирпич, различные строительные плиты. Но в последнее время появились материалы, которыми можно окрашивать дерево и металл.
Водные отделочные материалы имеют ряд преимуществ по сравнению с материалами на основе растворителей, а именно:
— быстрое время высыхания (2-4 часа).
По долговечности, эти материалы могут служить до 10-15 лет с сохранением декоративных и защитных свойств.
Появление водных отделочных материалов изменило как сам подход к выполнению работ, так и общие тенденции в отделке интерьеров и фасадов. Так, например, вновь стала актуальной окраска стен и потолков, но уже на более высоком технологическом уровне.
Зачастую строителям на ходу приходится осваивать новые технологии, учась часто на своих собственных ошибках. К сожалению, практически отсутствуют специализированные центры обучения, грамотное сопровождение продаж и техническая поддержка. В результате, при выполнении работ, нарушаются элементарные технологические правила, а строители рассчитывают, что высококачественный финишный материал покроет все огрехи подготовительных этапов работ. Однако статистика рекламаций лакокрасочных покрытий показывает, что:
около 70 % всех причин дефектов является неправильная подготовка основания;
около 15 % — неправильный выбор системы окраски;
около 10 % — несоблюдение технологии нанесения;
и только 5 % — некачественная краска.
Именно поэтому, сначала мы уделим большое внимание подготовке поверхности и правильному выбору системы для окраски той или иной поверхности, а потом уже остановимся на основных свойствах лакокрасочных материалов.
Перед началом отделочных работ первое, что надо сделать, это оценить поверхность, которую будут окрашивать.
1)установить механическую прочность поверхности. Если она осыпается или на ней присутствует старая осыпающаяся краска, то стену нужно зачистить, а потом прогрунтовать грунтовкой глубокого проникновения. Это позволит укрепить обрабатываемую поверхность.
2)выяснить кислотно-щелочную природу стены. Большинство красок рассчитано на диапазон рН 5-10, т.е. от слабокислого до слабощелочного.
Бетонные стеныимеют щелочную природу.
Отштукатуренныеповерхности могут иметь еще более сильную щелочность из-за вводимой в состав штукатурки извести.
3) влажность поверхности и влажность стены. Если поверхностную влажность можно определить визуально или с помощи приборов, то влажность стены определить сложнее. Можно покрасить поверхность, а спустя неделю, месяц и даже более, краска начнет пузыриться, затем отделяться целыми фрагментами, т.к. воде из стены испаряться некуда.
Первая реакция: виновата краска, хотя причина во влажности стены, т.к. отштукатуренную стену начинают красить или шпатлевать на следующий день, хотя необходимо подождать месяц, а лучше два. В основном это относится к новым постройкам и свежим штукатуркам. Важно, что бы стена имела нормальную влажность, т.е. полностью просохла.
4) впитывающая способность окрашиваемой поверхности. Высокая влажность поверхности опасна для качественной отделки. Но также опасна и недостающая влажность. Обычно недостающая влажность связана с гигроскопичностью материалов, т.е. способностью впитывать воду. Этим свойством могут обладать свежие гипсовые, известковые, цементные поверхности и некоторые сорта кирпича.
Данные поверхности мгновенно «вытягивают» воду из красок, препятствуя нормальному пленкообразованию. Именно поэтому, перед финишной отделкой все поверхности необходимо тщательно грунтовать. Для этого следует применяют акриловые грунтовки глубокого проникновения или универсальные. Они позволяют укрепить поверхность и выровнять впитывающую способность по всей площади.
5) несовместимость или плохая совместимость со старой краской. Эта проблема обычно возникает, если поверхность раньше была покрашена масляной или другой краской на растворителях. В итоге, водо-дисперсионная краска плохо или совсем не ложиться на поверхность.
Самый радикальный метод борьбы – удалить старую краску, при этом будет гарантия того, что старая краска в дальнейшем не будет отслаиваться от поверхности. Если это сделать затруднительно, то нужно с окрашиваемой поверхности механическим способом сбить глянец, придать шероховатость и после этого произвести окраску качественными водными материалами. Например, водными красками с различной степенью блеска.
6) наличие плесени. Плесень можно удалить специальным фунгицидным составом.
7) наличие масляных загрязнений. Они снижают адгезию покрытий. Поэтому все следы масла должны быть удалены. Для данной цели можно поверхность обработать проволочной щеткой, с последующей обработкой водой или моющими средствами. При необходимости может применяться легкая пескоструйная обработка или обработка 6-10% соляной кислотой, с последующей промывкой водой.
Подведем итог. Поверхность перед отделкой водными ЛКМ должна быть прочная, чистая, без трещин, следов грибка, плесени и масляных загрязнений. Иметь рН на уровне 5-10, нормальную влажность и одинаковую впитывающую способность по всей площади.
Термины и понятия
1. Водно-дисперсионная краска: Жидкий или пастообразный пигментированный ЛКМ, имеющий лакокрасочную среду в виде дисперсии органического пленкообразующего вещества в воде,и образующий при нанесении на окрашиваемую поверхность непрозрачное ЛКП.
2. Грунтовка: ЛКМ образующий при нанесении на окрашиваемую поверхность непрозрачное или прозрачное однородное ЛКП с хорошей адгезией (прилипаемостью) к окрашиваемой поверхности и покрывным слоем и предназначенный для улучшения свойств лакокрасочной системы.
3. Шпатлевка: Пастообразный или жидкий ЛКМ, который наносят на окрашиваемую поверхность перед окрашиванием для выравнивания незначительных неровностей и/или получения гладкой ровной поверхности.
4. Дисперсные системы: Микронеоднородные системы, состоящие из двух или большего числа фаз, одна из которых — дисперсная фаза — обладает достаточно высокой дисперсностью и распределена в другой фазе (в окружающей дисперсионной среде) — газе, жидкости или твердом теле в виде мелких частиц.
5. Дисперсность: Степень раздробленности вещества на частицы. Чем мельче частицы, тем больше дисперсность. На практике размер частиц дисперсных систем находиться в пределах от 0.001 до 0,00001 см.
6. Дисперсия: Многофазная система, в которой, по крайней мере, одна фаза существует в виде микроскопических частиц (дисперсная фаза жидкая или твердая) внутри однородной фазы (дисперсной среды — жидкой или газообразной).
К дисперсиям относятся:
Суспензии -системы, в которых частицы твердой фазы распределены в жидкой среде во взвешенном состоянии. Суспензиями являются готовые краски, шпатлевки.
Эмульсии -системы, в которых мельчайшие капельки жидкой фазы распределены в жидкой среде. Примерами эмульсий могут служить кровь, молоко.
Латексы –водные дисперсии полимеров.
Источник: megaobuchalka.ru