Термоотверждаемая эпоксидно-полиэфирная порошковая грунтовка представляет собой гомогенизированную смесь эпоксидной и полиэфирной смол, пигментов и различных добавок. Упаковка по 20 кг в картонных коробках с полиэтиленовым мешком-вкладышем.
| Применение | Грунтовка рекомендуется для получения первого слоя в системе грунтовка плюс порошковая краска, возможно использование и как самостоятельного покрытия на различных металлических поверхностях, ограниченно эксплуатируемых в атмосферных условиях. Покрытие обладает высокими механическими свойствами. Наносится электростатическим и трибостатическим методами. |
| Хранение | В течении 24 месяцев в сухом отапливаемом помещении при температуре 0-25°С и относительной влажности не более 70%. |
| Толщина покрытия | 60-80 мкм |
| Расход | 80-120 г/м2 |
| Отверждение(тем-ра металла) | 180оС — 15 минут200оС – 10 минут |
| Подготовка поверхности | Подготовку металлических поверхностей перед нанесением композиции осуществляют по ГОСТ 9.402. Степень очистки поверхности от окислов металлов – 2, степень обезжиривания – первая по ГОСТ 9.402. Поверхности, подлежащие напылению порошковой композицией, не должны иметь заусенцев, острых кромок (радиусом закругления менее 0,3 мм),прожогов, нарушений сплошности металла в виде трещин и т.п. |
Покрываем МДФ полиэфирным грунтом
Свойства порошковой краски и покрытий на ее основе
| Наименование показателя | Нормы по ТУ 2329-003-21707421-2004 | Метод испытания | |
| Внешний вид грунтовки | Тонкодисперсный порошок однотонный по цвету | Визуально | |
| Массовая доля летучих веществ, %, не более | 1,0 | По ТУ | |
| Цвет покрытия | По каталогу RAL или эталону заказчика | — | |
| Внешний вид покрытия | Однотонная поверхность без механических включений, кратеров, пор, оспин | Визуально | |
| Блеск покрытий при 60о, % | 30-60 | ISO 2813 | |
| Адгезия методом решетчатых надрезов, баллы, не более | 0 | ISO 2409 | |
| Прочность покрытия при ударе, см, не менее | 60 | ISO 6272 | |
| Влагостойкость при (40±2)оС, после 1000ч: | Без изменений | ISO 6270 | |
| Стойкость к статическому воздействию жидкостей при (20±2)°С, после 500 ч | вода 5%-ный р-р NaCl 3%-ный р-р Na2CO3 | Без изменений Без изменений Без изменений | ГОСТ 9.403 |
| Стойкость к соляному туману, ч | 500 | ISO 9227 | |
Преимущества полиэфирных грунтов Novol 380
Все гибридные краски
Ярославский завод порошковых красок был основан в 2002 году. Предприятие оснащено современными итальянскими линиями и работает на сырье известных мировых компаний. Система менеджмента качества сертифицирована по ISO 9001:2015.
Новости компании
Лучшее промышленное предприятие Ярославской области 2017
Ноябрь 9th, 2017 0 Comments
Международный стандарт качества QUALICOAT в сфере порошковых красок
Июль 9th, 2015 0 Comments
Рынок порошковых покрытий не развивается в полную силу
Июль 9th, 2015 0 Comments
Контакты
Источник: yazpk.ru
полиэфирная грунтовка
Как часто приходится пользоваться таким средством как полиэфирная грунтовка? Что бы вы сделали грамотный выбор, стоит уделить время на изучение её составляющих. Состоит данный вид грунтовочного материала из особой смеси и пигментов, суспензии наполнителей полиэфирного и формальдегидных связующих, различных добавок и нужных растворителей. Это именно те данные, которые помогут не затеряться среди огромного вида грунтовок в магазине. Нужно грамотно пользоваться такой информацией, так как подбирая грунтовку права на ошибку вы лишены из-за особенностей её химического взаимодействия с различными поверхностями.
Перейдем к внешним особенностям. Полиэфирная грунтовка обычно обладает серым цветом, однако оттенок её не нормируется. Чтобы ваши действия по использованию грунтовки имели максимальный коэффициент полезности, необходимо выделить поверхности достаточно продолжительный период времени для её высыхания. Лишь после таких действий она приобретает гладкую, качественную по внешнему виду, а главное и состоянию поверхность без кратеров и различных включений.
Если у вас остались нотки сомнения в выборе грунтовки для покраски машины или, вполне возможно, и мебели, то полиэфирная грунтовка — ваш выбор, который поможет вам загладить неровную поверхность.
3.Вторичный грунт (Праймер) — Окрасочное производство


3. Вторичный грунт
3.1 Вторичный грунт — Primer
Вторичный грунт обязательно проходит входной контроль перед окраской и должен соответствовать следующим показателям:

- Вязкость при поставке(исходная вязкость) по вискозиметру ВЗ-4 (ВЗ-246).
- Массовая доля нелетучих веществ в %.
- Степень разбавления до рабочей вязкости в % (чем больше тем лучше и экономней производству).
- Седиментация или расслаивание.
- Удельное объемное электрическое сопротивление.
- Время высыхания эмали до нанесения лака.
- Цвет согласно образца.
- Внешний вид окрашенной пластины в лаборатории (не должно быть включений).
- Прочность покрытия при ударе и растяжении.
- Температура вспышки в закрытом тигле.
- Адгезия вторичного грунта к катафорезному грунту.
- Стойкость покрытия к бензину и воде.
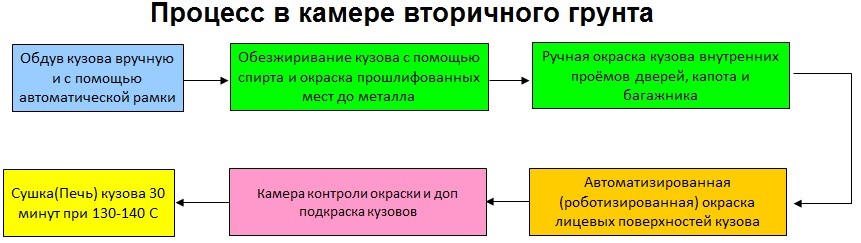
Следующим этапом кузов заходит (поступает) в камеру нанесения полиэфирного грунта.

Камера состоит из 5 операций:
- Обдув кузова сжатым воздухом производится автоматически в виде рамки, а также вручную с помощью персонала.
- Ручное обезжиривание поверхности кузова с помощью безворсовых салфеток смоченных в техническом спирте или пропитанные поставщиком в виде одноразовых салфеток.
- Осмотр маляром поверхность кузова на предмет шлифованных участков, при необходимости окраска 2К универсальным эпоксидным грунтом.
- Ручная окраска внутреннего пространства кузова, проёмов дверей, моторного отсека, багажника
- Роботизированная покраска грунтом лицевой поверхности кузова
- Запасной ручной пост на случай поломки роботов и окраска лицевой поверхности.
Представляющие собой суспензию, состоящую из пигментов, наполнителей, полиэфирного и меламиноформальдегидного связующих, растворителей и специальных добавок.
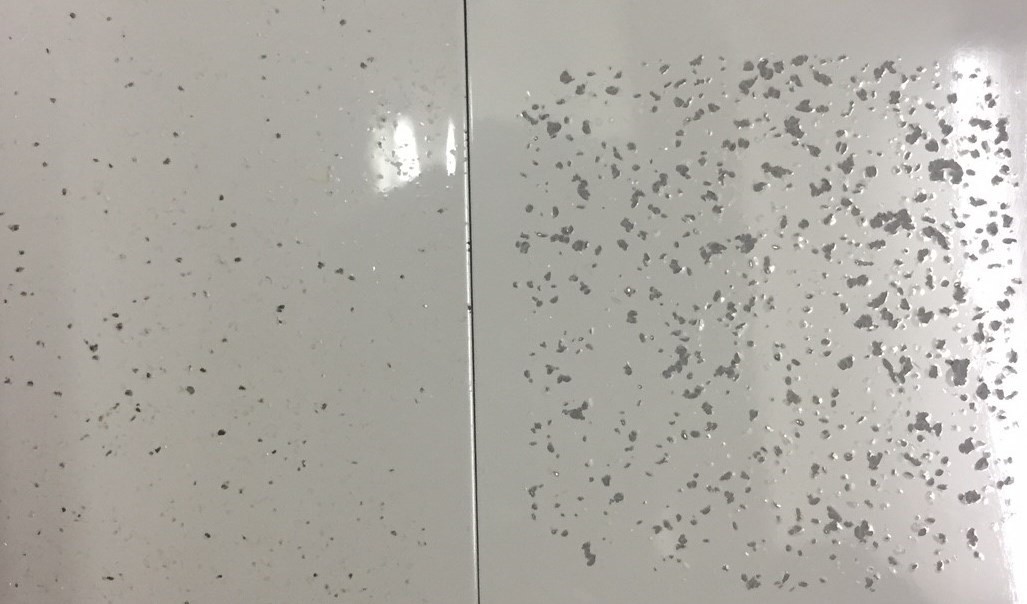
Вторичный грунт применяется в качестве защиты от коррозии и улучшения устойчивости системы покрытия к сколам, т.е. удару камня (на самом деле это его основная функция и защита).
Сравнительный анализ между эпоксидным и полиэфирным вторичным грунтом после удара камня согласно европейской методике (слева полиэфирный грунт, справа эпоксидный)
Рекомендуемая толщина сухой пленки согласно паспорта на материал от производителя, обычно это от 35 до 45 мкм.
Лидеры в сегменте роботов являются компании Dürr и АВВ.

Камера вторичного грунта обычно в 1.5 раза короче камер базы / лака, состоит так-же из 3 основных частей:

- Основой (фундаментом) является гидрофильтр. За счет циркуляции воды, под решетчатым полом основной камеры смывается краска, в дальнейшем посредством системы очистки происходит фильтрация воды и возврат в камеру, а краска складируется в контейнерах, т.е. это полноценная система утилизации краски из камеры. Новый подход предлагают немецкие компании, передовой в данном сегменте является система E-Cube от EISENMANN. Принцип основан на воздушных потоках приточных вентиляторов, с помощью последних отходы краски собираются в картонные коробки и прямо в момент работы камеры могут заменяться полные боксы на пустые.

- Сама камера имеет проходной тип, в качестве транспортной техники используются напольные цепные конвейеры или роликовые транспортеры. В целях экономии материала, практически на всех заводах используется статическое нанесение краски. В сравнении с пневматическим принципом, экономия материала составляет до 70%. Неотъемлемой частью рабочего цикла служит правильный баланс в камере (горизонтальный и вертикальный потоки воздуха), в случае слабого потока будет происходить опыл впереди или позади идущих кузовов, при сильном потоке непрокрас и сдув краски в гидрофильтр. Диапазон температуры в камере составляет от 19°С до 24 °С и относительной влажности 65-75%, регулируется промышленными кондиционерами.
- Поверх камеры используется система воздуховодов с фильтрами именуемая «Пленум», задача данной конструкции это создание рабочего воздушного баланса в камере и очистка приточного воздуха.

Связующим звеном между камерой нанесения и сушильной камерой является «зона растекания», это пылезащитный тоннель длиной примерно 15 метров, служит для равномерного растекания краски по кузову.
3.2 Сушка Primer
Принцип работы “сушки”, а именно оборудования полностью идентичен как на катафорезе, вторичного грунта и лака. Вся разница в температуре и скорости нагрева металла, т.е. заданных температур в зонах. Температурное окно металла должно составлять 30 минут при 130 °С.
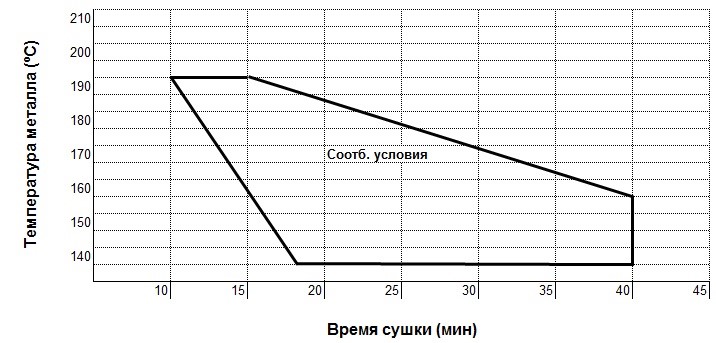
Температура по зонам:
- зона 1 = 130 °С
- зона 2 = 150 °С
- зона 3 = 160 °С

В конце печи (сушки) кузов проходит через туннель охлаждения. Зона охлаждения применяется с целью понижения температуры кузова и возможность проведения дальнейшей операции рабочими на следующих этапах.
3.3 Доработка Primer — процесс полностью идентичен катафорезному шлифованию, отличие только в зернистости абразива.
Представляет собой камеру проходного типа (вход/выход) и делится на технологические операции:
- Доработка крыши, маляры находятся на специальной эстакаде и дорабатывают только элемент крыши.
- Стойки, капот, багажник, элементы дверей до средней части(50%) + внутренние проёмы
- Крылья, пороги, элементы дверей от середины до нижней части + внутренние проёмы.
- Инспекция
Материал, т.е. абразив и инструмент.
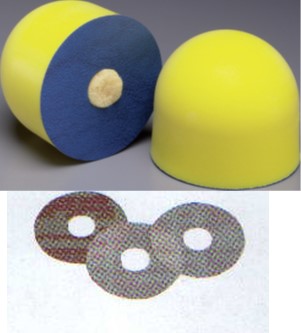
90% доработка (зачистка) дефектов, сора, подтёков вт. грунта, на лицевой поверхности осуществляется с помощью ручного держателя диаметром 77 мм (сленг “сиська”), в центре него расположена ниша с поролоном для смачивания диска и поверхность с дем. водой.
Перед обработкой маляр (шлифовщик) должен произвести осмотр кузова на предмет его окраски, т.е. в какой цвет будет окрашиваться кузов, это необходимо для подбора зернистости с целью снижения риска проявление рисок на окрашенном кузове.

Для светлых цветов таких как Серебро, Бежевый и т.д. доработка осуществляется с помощью абразива Р 400 или Р 500
Для чёрных, тёмных и белых цветов (окраска под лак) абразив Р 320
К данной камере шлифовки обязательно требуется централизованная подача деминерализованной воды.
Освещение — согласно ТК РФ на данных операциях требуется освещенность 800 люкс
Маляр производит осмотр поверхности элементов и тактильно рукой, при выявлении дефекта, устраняет с помощью ручного держателя или машинкой диаметром от 77 до 125 мм с пылесосом, затем протирает поверхность зачищенного участка микрофибровой салфеткой от воды или шлиф. пыли. В основном все работы производятся точечно и вручную с применением дем. воды, тем самым обеспечив минимальное снятие грунта и образование шлиф. пыли, в противном случае могут образоваться дополнительные дефекты при окраске, например, сор, риски, прошлифовка до металла.
Конвейерный ремонт при повреждении вторичного грунта не производится (зачистка до катафореза), но если зачистили комплекс до металла (вторичный грунт и катафорез), то применяют 2К универсальный эпоксидный грунт светло-серого (белого) цвета.
2К Грунты обеспечивает хорошую защиту от коррозии при нанесении на голый металл, а также обладает великолепной адгезией ко многим поверхностям и слоям. Рекомендуемая толщина покрытия составляет 5-10 мкм. Рекомендован для окраски деталей по системе «мокрым по мокрому». Может использоваться как первичный грунт, т.е. катафорез с последующим нанесением наполнителя, так и в версии грунта выравнивателя, с последующим нанесением любых декоративных покрытий базы + лака.