На сегодняшний день на индустриальном рынке, да и просто в повседневной жизни представлено множество различных товаров, вещей или деталей, выполненных из пластика (пластмассы). Это могут быть пластиковые окна, различные бытовые товары или бытовая техника, детали интерьера автомобиля, детали мотоциклов, игрушки, предметы канцтоваров, элементы декора и многое другое. По статистке, только за последний год у российской автомобильной промышленности выросла потребность в полимерной продукции (пластиках) до 180 тыс. тонн в год.
Администратор ICS
6 ноября 2018
На сегодняшний день на индустриальном рынке, да и просто в повседневной жизни представлено множество различных товаров, вещей или деталей, выполненных из пластика (пластмассы). Это могут быть пластиковые окна, различные бытовые товары или бытовая техника, детали интерьера автомобиля, детали мотоциклов, игрушки, предметы канцтоваров, элементы декора и многое другое. По статистке, только за последний год у российской автомобильной промышленности выросла потребность в полимерной продукции (пластиках) до 180 тыс. тонн в год.
Как держится шпатлевка на стеклопластике

Множество предприятий производят свои товары из пластика, так как данный материал считается наиболее экономичным, пластичным и эргономичным, например, чем дерево или металл. Многие производят товары уже из цветного пластика (т.е. закупают пластик или изделия из него уже в определенном цвете), но такой вид закупок ограничивает выбор потребителя и поэтому перед производителем встает задача в покраске изделий из пластика в зависимости от потребностей клиента и тенденций на рынке.
Окраска изделий из такого материала как пластик не очень простое дело. Самое важное, что чаще всего и является проблемой при окраске пластика — это определение типа пластика, из которого сделана вещь и подбор для него нужного лакокрасочного материала. От того, какой тип пластика мы окрашиваем, и будет зависеть выбранная технология окраски. Пластик (пластмасса), а точнее некоторые его виды, обладают очень плохой возможностью сцепления будущего лакокрасочного покрытия с подложкой, поэтому чаще все требуется разрабатывать индивидуальные циклы окраски пластика с проведением дополнительных тестов на адгезию (сцепление) лакокрасочного материала.
Виды пластиков и возможные проблемы с адгезией ЛКМ
При окраске пластика наибольшие трудности будут создавать поверхности неполярных масс. Неполярные массы имеют очень пористую химически инертную поверхность с низким поверхностным натяжением. Чем ниже это поверхностное натяжение, тем хуже будет окрашиваться пластик, так как будет абсолютно отсутствовать адгезия (сцепление) этой поверхности с лакокрасочным материалом.
Поэтому изначально необходимо разобрать виды существующих пластиков и определить, какие виды пластика и обладают этим нежелательным свойством.
Подготовка и покраска стеклопластиковых обвесов!
Вообще, пластмасса (пластик) – это материал, основной составной частью которого являются такие высокомолекулярные органические соединения, которые образуются в результате синтеза или же превращений природных продуктов. При переработке в определенных условиях они, как правило, проявляют пластичность и способность к формованию или деформации. Для различного вида производства пластик является наиболее удобным материалом, так как он обладает высокой прочностью, но при нагревании становится довольно пластичным, что позволяет за этот промежуток времени «слепить» из него практически все, что угодно.
Давайте разберем несколько основных видов пластика, чаще всего используемых в индустриальном производстве. Узнать какой перед нами вид пластика позволит определенная маркировка на его поверхности. Например,
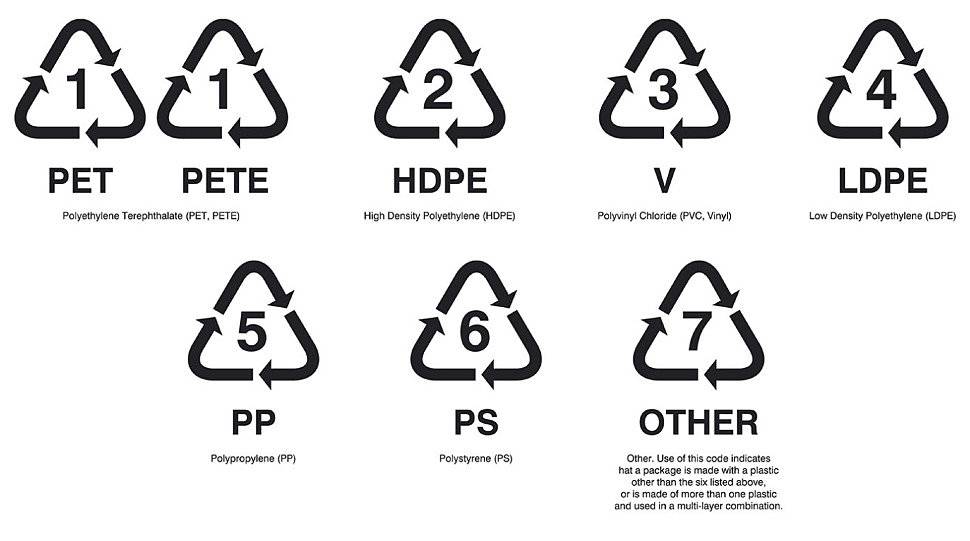
- PET или PETE – полиэтилентерефталат (или просто полиэтилен). Данный вид пластика используют для изготовления обивок, упаковок, одноразовых стаканов. Такой вид пластика не рекомендуется для изготовления детских игрушек и для дальнейшей переработки, поэтому окраска пластика вида PET, в основном, на производстве не требуется. Если все же такая задача встала перед производителем, то здесь будет необходима специальная консультация технического специалиста ЛКП для разработки индивидуальной системы окраски и предварительных тестов и испытаний.
- PVC или V – поливинилхлорид (или просто ПВХ). Данный вид пластика используется для производства пластиковых окон, жалюзи, мебели, труб, различного химического оборудования и много другого. Окраска ПВХ не имеет никаких особых сложностей, сейчас существуют специальные лакокрасочные материалы (краски для пластика), которые можно наносить прямо на ПВХ-пластик без предварительного грунтования. Точный цикл окраски рассмотрим чуть ниже.
- РР – полипропилен – из полипропилена изготавливаю трубы, детские игрушки, контейнеры, детали для автомобильной промышленности. Полипропилен является практически безвредным видом пластика. Из всех видов пластика полипропилен имеет самую низкую поверхностную энергию, поэтому изделия из полипропилена являются самыми труднооркашиваемыми. При окраске полипропилена необходимо использовать специальный грунт-активатор для пластика, а затем наносить на поверхность краску для пластика.
- PS – полистирол – этот вид пластика используется для изготовления сэндвич-панелей, строительных плит, столовых приборов, лоточков для продуктов, чашек. Полистирол не рекомендуется для повторного использования и при горении выделяется ядовитый стирол. Чаще всего покраска деталей из полистирола не требуется.
- РС / PA / OTHER – поликарбонат, полиамид и другие виды пластмасс. Используются для изготовления радиодеталей, аппаратуры, точных деталей для машин. При окраске данных видов пластика трудностей у производителя так же не возникнет, можно наносить краску для пластика прямо на поверхность, при этом только хорошо обезжирив детали.
- ABS – пластик – очень востребованный вид пластика в производстве, используется для изготовления корпусов мобильных телефонов, чехлов, электронных приборов, бытовой техники. АБС-пластик обладает очень высокими эксплуатационными показателями, а именно механической стойкостью и защищенностью от факторов внешней среды. ABS – пластик так же может быть окрашен абсолютно в любой цвет без лишних сложностей, краска для пластика ложиться на поверхность тоже без предварительного грунтования.
- Стеклопластик – уникальный вид пластика с очень низкой тепплопроводимостью (как у дерева), повышенной прочностью (как у стали), атмосферной устойчивостью и биологической стойкостью. Из стеклопластика изготавливают оконные и дверных профиля, бассейны, лодки, обвесы для легковых и грузовых автомобилей и много другое. После придания определенной формы деталям из стеклопластика, на их поверхности появляются глубокие поры, поэтому окраска таких изделий должна проходить в несколько этапов, возможно даже с двойным грунтованием поверхности.
Профессиональные технологии окраски основных видов пластика
После того, как будет определен вид пластика можно приступать к подбору цикла окраски пластмассовых поверхностей. На производственных участках покраски, время, затрачиваемое на окраску одной детали, является одним из важных факторов при выборе технологии окраски. Специалисты компании «Системы индустриальных покрытий» разработали и протестировали максимально упрощенные циклы окраски в зависимости от вида окрашиваемого пластика.
 Окраска пластиков вида PVC (ПВХ) , PC (поликарбонат) , ABS-пластика, PA (полиамид)
Окраска пластиков вида PVC (ПВХ) , PC (поликарбонат) , ABS-пластика, PA (полиамид)
При окраске данных видов пластика будут использоваться краски для пластика с прямой адгезией к поверхности. Перед окрашиванием необходимо тщательно обезжирить поверхность специальным составом и окрасить пластиковую поверхность в 1 слой.
Система окраски:
Краска для пластика может быть представлена в любом солид-цвете (24750 цветов) или в эффектных цветах металлик, ксералик или перламутр.
Окраска полипропилена (РР)
Для окраски полипропилена и других сложных видов пластика была разработана система окраски с использованием грунта-активатора для улучшения адгезии (сцепления) будущего лакокрасочного материала с пластиковой поверхностью.
Система окраски полипропилена:
Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Грунт-активатор для окраски полипропилена ALCEA 05752 в 1 слой +
Окраска стеклопластика или поверхностей из гелькоат
При окраске стеклопластика или поверхностей из гелькоат будут использоваться специализированные лакокрасочные материалы с повышенной адгезией к этому виду подложки.
Системы окраски стеклопластика или гелькоат:
- Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617 + Акриловая эмаль ACRYL 2K 29143 (LS143) с прямой адгезией к пластиковой поверхности в 1 слой
- Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617+ Матовая акриловая краска ACRYL 2K MATT 29152 (LS152) с прямой адгезией к пластиковой поверхности в 1 слой
- Обезжиривание обезжиривателем для пластика PLASTIC CLEANER 00617+ Акриловая сильно-матовая эмаль ACRYL 2K MATT 7% GLOSS 29153 (LS153) с прямой адгезией к пластиковой поверхности в 1 слой.

Тестирование данных циклов окраски основных видов пластика, используемого в производстве, показали наилучшие показатели адгезии, показатели износостойкости ЛКП при эксплуатации изделий, наиболее короткое время, затрачиваемое на окраску одного изделия из пластика.
Окраска различных видов пластика одна из самых сложных задач, стоявших перед производителями и их окрасочными цехами, но на данный момент опыт технических специалистов, множественные тестирования и качественные инновационные лакокрасочные материалы позволяют сделать этот процесс наименее трудозатратным.
Исходя из всего вышесказанного, стоит запомнить, что самым важным моментом при покраске пластика будет являться определение вида окрашиваемого пластика. Ничего невозможного нет и избежание нежелательных результатов в покраске пластика можно на самых ранних этапах. Если Вы нуждаетесь в помощи в подборе наиболее подходящей системы окраски пластиковых изделий, звоните нам 8-812-902-50-28 и наши специалисты наиболее подробно расскажут Вам о возможных вариантах окраски пластиковых деталей в зависимости от Ваших потребностей и потребностей Вашего производства.
Источник: icsspb.ru
Полезная информация для изготовления стеклопластика

- стеклопластик
- смола
- материалы из стекловолокна
- ровинг
- стекломат
- стеклоткань
- гелькоут (gelcoat)
- макет и матрица
- технологии
Стеклопластик
Стеклопластик это материал, состоящий из двух основных компонентов. Это материал из стекловолокна (стекловолокно, стеклоткань, стекломат), который служит для армирования (усиления) изделия, и смолы, являющейся связующим.
Материалы для изготовления стеклопластика.
Смола
Смола является связующим материалом и поэтому к выбору смолы надо подойти наиболее ответственно, особенно при отсутствии опыта изготовления стеклопластиковых изделий. Если при выборе стеклоткани или стекломата можно довольствоваться рекомендациями специалистов, т.к. этим выбором определяются, в основном, механические свойства готового изделия, то разная смола требует разных технологических процессов.
Для начинающих мы рекомендуем эпоксидную смолу. Эпоксидная смола менее привередлива в работе и имеет большее время застывания и поэтому у вас будет больше времени для исправления возможных ошибок. Эпоксидную смолу также рекомендуется использовать при ремонте изделий (лодок, бамперов…). Она хорошо склеивается с пластиком, деревом, металлом.
Полиэфирная смола, в основном, используется для изготовления цельных деталей
Хотим также напомнить, что на свойства смол и на их рабочие параметры довольно сильно влияют температурные характеристики помещения, в котором производятся работы, и его проветриваемость. Порой для лучшего застывания матрицу с изделием помещают в специальную сушильную камеру. Это помогает значительно ускорить процесс получения готового изделия. Самые прочные изделия изготавливаются в автоклавах под большим давлением и при высокой температуре.
Сама смола достаточно хрупкая, и именно стекломатериал придает ей необходимую прочность и гибкость
Материалы из стекловолокна
Для изготовления стеклопластиков используется стекловолокно, ровинг, стекломат, стеклоткань и другие стекломатериалы.
Самые распространенные это ровинг, стекломат и стеклоткань.
Ровинг
Ровинг это стекловолокно собранное в пучок и намотанное на бобину. Ровинг похож на некрученую стеклонить. Укладка ровинга производится специальным пистолетом, в который, во время работы, подается еще смола и катализатор.
Стекломат
Стекломат состоит из хаотично расположенных волокон, а стеклоткань выглядит как обычная ткань. Наибольшее упрочнение дают стеклоткани. Стекломаты дают меньшую прочность, но они более легки в обработке и по сравнению со стеклотканью лучше повторяют форму матрицы.
Стекломат может быть очень тонким, а бывает толстым, как одеяло. Стекломаты различаются по толщине и плотности, но разделяют их по весу одного квадратного метра материала в граммах: 300, 450, 600. Чем тоньше мат, тем более сложную поверхность он позволяет вывести, с большим количеством граней и резких переходов.
Толстый мат (600 или 900) позволяет набрать толщину изделия и добиться необходимой прочности. При создании толстых изделий работа проходит в несколько этапов. Выкладывается несколько листов для получения первого слоя и дается время на застывание. Затем дополнительно, уже на твердую поверхность, укладываются дополнительные листы мата для придания необходимой толщины. Если попытаться уложить сразу все слои, то велика вероятность, что готовое изделие покоробится, стянется.
Стеклоткань
Стеклоткани бывают разной толщины. Стеклоткани также используются для придания жесткости и объема готовому изделию. Как и любая ткань, стеклоткань неодинаково работает при разнонаправленном растяжении. Поэтому для придания необходимой жесткости стеклоткань укладывается под разными углами. Стекловолокно в стеклоткани играет немаловажную роль.
Оно должно хорошо пропитываться смолой и удерживать ее между волокнами. На это свойство пропитываемости в стеклоткани влияет наличие в ней и количество парафина. На ответственные изделия желательно выбирать стеклоткани без парафина. Парафин также можно выжигать перед применением.
К слову о прочности. Как это ни странно прозвучит, но чем меньше смолы в стекловолокне (при условии его полной пропитки и отсутствии пузырьков), тем прочнее будет готовое изделие и тем меньше окажется и его вес.
Гелькоут (gelcoat)
Для придания цвета готовой детали , а также для защиты от внешних воздействий используется особый материал гелькоут (gelcoat – гелевое покрытие). Можно сказать, что гелькоут это та-же смола, но с добавлением красителя. Его можно подобрать по цвету или создать свой оттенок колеровочными составами. Кроме того, слой гелькоута увеличивает срок службы изделия, защищает от воздействий окружающей среды и скрывает структуру стеклопластика. Готовое изделие будет иметь ровную (зависит от качества матрицы) поверхность, нужного цвета.
Гелькоуты бывают внутренними и внешними (topcoat).
Внутренний гелькоут наносится первым слоем в матрицу. После того как гелькоут затвердел, укладывается стекловолокно и смола. В этом процессе кроется один важный момент. Если слой гелькута будет в одном месте слишком тонкий, то может случиться следующее: или в этом месте будет просвечивать структура стекловолокна, или гелькоут может вообще отойти и сморщиться.
Поэтому крайне важно пользоваться правильными материалами и следовать технологии. Для равномерного нанесения гелькоута часто используют не кисти, а краскопульты. Так удается значительно сократить количество брака и уменьшить расход материала. Но для распыления гелькоут должен быть более жидким, чем для ручного нанесения. В настоящее время в продаже имеются готовые гелькоуты для нанесения кистью и для напыления.
Внешний гелькоут (topcoat) наносится после того, как изделие вынули из матрицы. Здесь он выполняет роль краски. Благодаря присутствию в составе топкоута парафина поверхность после отверждения не остается липкой, хорошо шкурится и полируется. Топкоут можно изготовить самим на базе гелькоута или смолы, добавив раствор парафина в стироле.
Макет и матрица
Для изготовления изделия из стеклопластика первое, что необходимо, – создать его макет. В некоторых случаях макетом может являться уже существующее изделие, которое Вы хотите размножить. Например: бампер автомобиля.
Для еще не существующих изделий макет может быть изготовлен различными способами: фанера, пластилин, пенопласт и т. д. От того, насколько правильно сделан макет, будет зависеть качество будущих изделий. Более того, если необходимо, чтобы у детали, которая будет затем создаваться, была идеально ровная поверхность, над ее качеством придется поработать уже на макете. Чем более гладким и ровным будет макет, тем меньше работы потребуется потом, при изготовлении и доведении матрицы.
Еще до создания макета необходимо понять, можно ли изготовить деталь целиком или нет. Дело в том, что при работе со стеклопластиками и другими подобными материалами необходимо, чтобы готовую деталь после застывания можно было вытащить из матрицы, ничего не повредив при этом. Возможно, деталь будет иметь такую форму, что ее придется изготавливать из нескольких частей, а затем скреплять их друг с другом.
Матрица создается по макету. Это самый ответственный момент. Прежде всего макет покрывается тонким слоем воска. Эту процедуру можно сравнить с полировкой автомобиля. После того как макет подготовлен, на него наносится слой специального матричного гелькоута. Это покрытие в дальнейшем позволит вывести поверхность матрицы практически до зеркального блеска.
Матричный гелькоут гуще, чем обычный, и ложится более толстым слоем.
После того как встанет этот слой, начинается укладывание стекломатериала. Сначала более тонкого (стекловуаль, …). Он позволит точно повторить все изгибы и контуры макета. Далее желательно дать подсохнуть первому слою.
Затем уже можно выложить еще несколько слоев более толстого материала (мат, стеклоткань), но сразу набирать толщину не стоит, иначе матрицу может повести (изогнуть и покоробить). При создании матриц на простые детали можно упростить процедуру.
Если матрица будет разъемной, то при ее изготовлении делаются специальные перегородки вокруг макета, разделяющие его на сегменты. Выложив основной, после его застывания перегородки вынимаются и, обработав кромки первого сегмента матрицы, выкладываются остальные.
Для правильного позиционирования сегментов друг относительно друга в первом при формовании делаются специальные ямки. Когда будут формоваться следующие сегменты, эти ямки будут заполнены смолой и стекловолокном, и появятся бугорки. Эти пары и позволят при будущем использовании правильно скрепить различные части матрицы воедино. Для скрепления сегментов матрицы в ребрах всех отдельных частей сверлятся отверстия под крепежные болты.
Для того чтобы матрица была прочной и хорошо держала форму, после ее изготовления, прежде чем вынуть макет, к матрице приформовывают ребра жесткости. В зависимости от ее размеров это может быть прочный стальной каркас или небольшие фанерные или деревянные ребра.
Готовая матрица, если макет был изготовлен аккуратно, может и не потребовать дополнительной обработки, но зачастую приходится выводить поверхности, шлифовать и полировать матрицу до блеска. Только тогда можно получить идеальную деталь. А к кузовным элементам вообще нужно особое внимание.
Затем начинается долгий процесс вощения. Матрицу приходится тщательно натирать воском несколько раз с перерывами. Воск нужно не просто намазывать, а растирать до получения тонкой, гладкой, невидимой пленки. Если этого не сделать, то поверхность готового изделия будет не гладкой, а шершавой.
После, а порой и вместо вощения иногда используют специальные жидкости, которые, высыхая, создают пленочное покрытие, предотвращающее попадание смолы или гелькоута на матрицу, чего никак нельзя допускать. Как нельзя и царапать ее поверхность. В противном случае смола может намертво прирасти к матрице, и тогда процедуру шлифовки, полировки и вощения придется повторять снова. Порой используют особые составы, обработав которыми матрицу можно снимать с нее до 100 изделий, но старый добрый воск всегда остается самым понятным и надежным средством.
Процесс создания матрицы, описанный выше, является довольно распространенным вариантом, используемым в большинстве фирм, но существуют и другие, более сложные технологии.
Собственно, далее можно приступать к изготовлению деталей. Слой гелькоута в принципе не обязателен, но, во-первых, он придает более законченный вид готовому изделию, а будучи цветным, позволяет сэкономить на покраске или вообще от нее отказаться, а во-вторых, он защищает матрицу от стекловолокна, которое на самом деле очень даже абразивно, т. е. царапает.
Технологии
Технологий производства изделий из стекловолокна существует несколько. Стоит сразу оговориться, что эти методы используются и при работе с другими армирующими материалами, такими, как карбон, кевлар, другие тканые материалы и их сочетания.
Ручное (контактное) формование. Этот способ самый простой и дешевый (если не считать затрат на квалифицированную рабочую силу). Пропитка стекловолокна осуществляется валиком или кистью, которые должны быть стойкими к смолам. Волокно или сразу укладывается в форму, или уже после пропитки.
Обработка стекловолокна разбивочными валиками способствует лучшему распределению смолы между волокнами. Затем укаточными валиками производят окончательную укатку стеклоткани, выдавливая пузырьки воздуха и равномерно распределяя смолу по всему объему. Крайне важно не допустить, чтобы под слоем стеклоткани оставались пузырьки воздуха.
Если изделие застынет с таким браком, это место будет ослаблено вплоть до возможного сквозного продавливания. Такие брачки также могут помешать дальнейшей обработке изделия, потребовать его восстановления или полной замены. В любом случае будут затрачены дополнительные материалы, труд, а также деньги.
Ручной метод может быть несколько механизирован. Существуют смесители, подающие смолу с катализатором через валик, и иные приспособления. Но укатывать все равно приходится своими руками.
Достоинство ручного метода вполне очевидно: просто и дешево. Но любая экономия может иметь и обратную сторону. Качество готовых изделий очень сильно зависит от квалификации рабочих. И условия труда при таком подходе довольно вредные. Кроме того, очень сложно добиться большой производительности.
Однако для небольших фирм и малых объемов работы этот метод самый подходящий.
Метод напыления рубленого ровинга. Этот подход куда более технологичен. В нем используется не стекловолокно, а стеклонить, которая подается в измельчитель специального пистолета, где рубится на короткие волокна. Затем пистолет «выплевывает» их вместе с порцией смолы и катализатора. В воздухе все смешивается и наносится на форму.
Но после этой процедуры все равно массу необходимо прикатать, чтобы удалить пузырьки. Далее отвердевание происходит как обычно.
Такой способ выглядит очень заманчиво и просто. Казалось бы, стой и поливай из шланга. Но есть один существенный недостаток, из-за которого этот способ не столь популярен, – слишком большой расход смолы. Изделие получается очень тяжелым, и, так как волокна не переплетены друг с другом, механические свойства такого стеклопластика несколько хуже. Кроме того, к вредным парам смол подмешивается взвесь мелких частиц стекла от измельчителя, очень вредных для легких человека.
Метод намотки. Этот специфический метод предназначен для изготовления пустотелых круглых или овальных секционных компонентов, типа труб или резервуаров.
Таким образом делаются парусные мачты, удочки, рамы велосипедов, глушители автомобилей и т. д. Стекловолокна пропускаются через ванну со смолой, затем через натяжные валики, служащие для натяжения волокна и удаления излишков смолы. Волокна наматываются на сердечник с необходимым сечением, угол намотки контролируется отношением скорости движения тележки к скорости вращения. Как намотка нитки на шпульку швейной машинки. В результате получаются крепкие и легкие изделия.
Метод препрегов. В данном случае используются не отдельные смола и ткань, а так называемые препреги – предварительно пропитанная смолами стеклоткань. Стекловолокно предварительно пропитывается предкатализированной смолой под высокой температурой и большим давлением. При низких температурах такие заготовки могут храниться недели и даже месяцы.
При этом смола в препрегах находится в полутвердом состоянии. При формовании препреги укладываются в матрицу и закрываются вакуумным мешком. После нагрева до 120 -1800°C смола переходит в текучее состояние, и препрег под действием вакуума принимает нужную форму. При дальнейшем повышении температуры смола застывает.
Вся проблема этого метода в необходимости нагревательного оборудования, особенно автоклава. По этой причине изготавливать большие детали очень сложно. Но и плюсы очевидны. Использование вакуума позволяет значительно снизить вероятность появления воздушных пузырьков и существенно сократить долю смолы в готовом изделии.
Существуют и иные технологии – пултрузия, RFI, RTM и др. – практически на все случаи жизни. Выбор той или иной технологии зависит от необходимых объемов, сложности изделия и количества денег.
Адрес: Россия, г. Санкт-Петербург, Октябрьская наб., 104 корп. 23 А.
Телефон: +7(812) 640-13-40, +7(812) 677-13-40.
Схема проезда
Источник: europolis.ru
ШЛИФУЕМ СТЕКЛОПЛАСТИК


При изготовлении гидроциклов, гидрокартов и других малотоннажных судов для защиты их поверхности от воздействия влаги и придания корпусу механической прочности широко используется стеклопластик. Однако при этом приходится сталкиваться с трудоемкостью обработки поверхностей, имеющих значительную площадь (в среднем около 8 м 2 ). При этом рационально использовать механизированный инструмент (электрическую дрель, шлифовальную машину типа «Электра» и др.).
Наибольшее распространение получила обработка с применением электрической дрели. В ее патроне зажимается оправка, на резиновый круг которой устанавливается шлифовальный диск на тканевой основе. Однако трудоемкость шлифовки стеклопластика остается довольно высокой из-за значительной механической прочности обрабатываемой поверхности, а также низкой стойкости шлифовальных материалов (дисков, лент и т.д.).
Для облегчения обработки стеклопластиковых корпусов можно рекомендовать при их изготовлении добавку в связующие (эпоксидная, полиэфирная смолы) 8 — 10% талька: это делает материал более податливым абразиву, но в то же время практически не изменяет механические характеристики стеклопластика. С той же целью широко применяется шлифовка стеклопластика водостойкими шкурками при обильном смачивании водой.
Хорошие результаты получаются также при смачивании обрабатываемой поверхности уайтспиритом, обладающим более высокими смазывающими свойствами. Однако по окончании работы отшлифованную поверхность приходится обезжиривать, так как остатки уайтспирита ухудшают адгезию наносимых впоследствии на корпус лакокрасочных материалов.
Практика показала, что применение шлифовальных дисков на бумажной основе нерационально, так как их стойкость при 2000 об/мин шпинделя дрели не превышает 3 — 5 минут.
В кружке гидрокартингистов Донецкой облСЮТ был разработан, изготовлен и опробован специальный шлифовальный диск для обработки стеклопластика, основным отличием которого от существующих изделий является особое расположение абразивных зерен, а также использование в качестве связующего эпоксидных смол, что дает повышение радиальной жесткости диска.
В качестве заготовки использован стандартный шлифовальный диск на тканевой основе диаметром 200 мм (ТУ 18-20-82, артикул 53-28-у, зернистость — 25). Из таких же дисков (желательно бывших в употреблении) вырезаются дополнительные диски диаметром 90 мм и 100 мм соответственно. Они наклеиваются на нерабочую поверхность стандартного диска.
На оставшуюся часть наносится слой клея ЭДП (ТУ6-15-1070-82), приготовленного согласно прилагаемой к нему инструкции, но в который добавлено 10% талька. Толщина слоя клея составляет 0,5 — 0,8 мм. Затем из отходов шлифовальных кругов с величиной шлифзерна в поперечнике 50 — 100 мм (размер основной фракции 500 — 1250 мкм) извлекается и просеивается на покрытую клеем поверхность диска слой абразивных зерен (в приведенной конструкции использовано абразивное зерно Э9, К37).
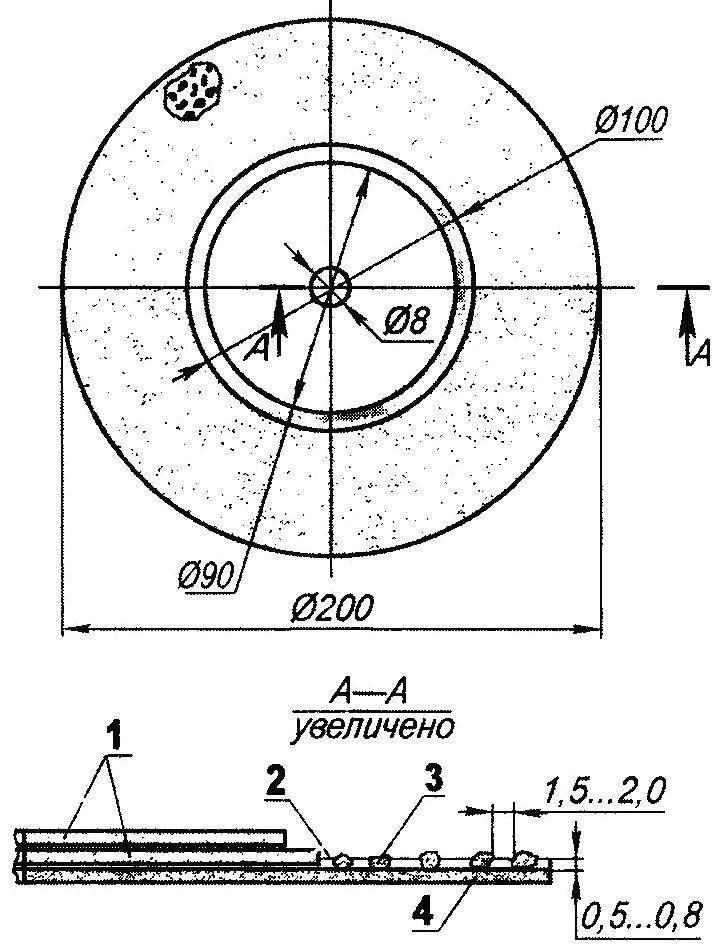
Комбинированный абразивный диск:
1 — наклеенные дополнительные диски меньшего диаметра; 2 — слой эпоксидного клея; 3 — абразивные зерна; 4 — основной абразивный диск
Контроль плотности расположения зерен на поверхности диска осуществляется визуально. В среднем расстояние между ними составляет 1,5 — 2,0 мм. Идеальным является диск с очень малой плотностью, который выглядит как посыпанная гравием дорожка.
После полимеризации клея диск готов к работе. Если в качестве клея будет применяться эпоксидная смола типа ЭД-6, то ее необходимо пластифицировать введением касторового масла или дибутилфталата с целью повышения эластичности диска.
Наличие наклеенных дополнительных тканевых дисков значительно увеличивает радиальную жесткость шлифовального инструмента. Использование же в качестве заготовки стандартного диска позволяет совместить в одном изделии различные абразивные свойства штатного и самодельного инструмента, что облегчает работу при отделочных операциях ряда поверхностей корпуса.
Как показала практика эксплуатации изготовленных таким образом дисков, стойкость их составляет 140 — 160 минут при частоте вращения шпинделя электрической дрели 3000 об/мин.
Дополнительно отмечалось отсутствие повреждений шлифовального круга в месте крепления его к резиновой части оправки, что можно отнести за счет повышенных сил трения между резиной и абразивным покрытием диска. В целом можно отметить повышение стойкости инструмента в 5 — 6 раз по сравнению со стандартным на тканевой основе. Этим же способом можно изготовить шлифовальные круги других типоразмеров, а также абразивные полотна для машин типа «Электра» и др.
В случае, если рабочая поверхность диска забивается продуктами обработки, ее нетрудно очистить, промыв в ацетоне.
Следует уделить внимание технике безопасности как при изготовлении дисков, так и при работе с ними с использованием электрифицированного инструмента.
Работу с клеем ЭДП следует производить при хорошей вентиляции, в резиновых перчатках. При пользовании инструментом необходимо, чтобы одежда не имела развевающихся частей, а манжеты были застегнуты на пуговицы. Обязательным условием является применение защитных очков и респиратора (в крайнем случае — марлевой повязки). Перед началом работы необходимо проверить исправность электрического инструмента.
Шлифуя стеклопластик, закрывайте лицо маской, а шею шарфом (мелкие осколки стеклопластика и смолы, попав на кожу, могут вызывать сильный зуд). Для удаления продуктов обработки из зоны шлифования рекомендуется использовать пылесос.
С. ТЕРТЕРЬЯН, А. БУЛАХОВ, г. Донецк
Источник: modelist-konstruktor.com