На протяжении строительных, ремонтных и монтажных работ употребляются трубы для прокладок канализаций, газопровода, водопровода, вентиляций, канализации и т.д. В зависимости от места эксплуатации используют трубы из различных материалов, разных толщины, диаметра и длины. Наряду с этим не всегда имеется возможность применять колено либо переходники.
В аналогичных случаях приходится сгибать трубу, в следствии ее возможно повредить либо по большому счету сломать. Потому, что таковой материал как нержавеющая сталь владеет достаточной прочностью, имеет долгое время эксплуатации и не поддается влиянию жидкости, его довольно часто применяют на протяжении монтажных работ. Исходя из этого в данной статье разберем, как согнуть трубу из нержавейки.
Сам процесс сгибания железных изделий возможно поделить на два типа. Температурный, в то время, когда заготовку либо ее часть разогревают либо охлаждают с последующим изгибом. Механический, в то время, когда на заготовку воздействуют с определенной силой, применяя особые устройства либо изгибая ее вручную. Стоит подметить, что нержавеющая сталь относительно технологичный материал и трудностей при работе в большинстве случаев не появляется.
колено выхлопной трубы из нержавейки своими руками
Трубы из нержавеющей стали нельзя сгибать с предварительным нагревом (к примеру, газовой горелкой либо паяльной лампой).
Изгиб как негативный фактор

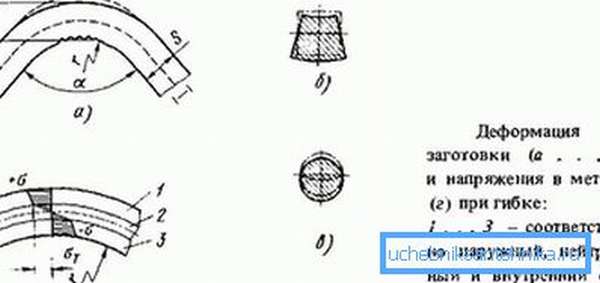
Сгибание трубы есть негативным причиной для эксплуатационных черт. Имеют место различные недостатки, зависящие от материала, угла изгиба, устройства и способа изгиба, внутреннего диаметра и толщины материала. К отрицательным последствиям возможно отнести:
- изменение радиуса изгиба на протяжении эксплуатации под действием температурного расширения либо сужения и механического действия, благодаря чего отмечается пружинящий эффект,
- уменьшение толщины наружной стены в месте изгиба,
- появление резких изломов либо складок в виде гармошки на внутренней стенке изгиба,
- овализация ? изменение формы трубы и появление просвета овальной формы,
- повышение действия коррозии на внутренней и внешней стенке изгиба.
При проходе вещества по внутренней полости трубы особенное давление приходится на внешнюю стенку, исходя из этого при монтаже в местах с протеканием жидкостей на больших давлениях рекомендуется применение колено, утолщения либо трубу с более толстыми стенками. Появившаяся овализация кроме этого очень плохо воздействует на трубы при стремительном движении потока жидкости. В аналогичных местах происходит сужение по одной оси и расширение по другой, что, со своей стороны, кроме этого увеличивает давление на внешнюю стенку изгиба. Еще необходимо учитывать овализацию при прокладке труб в узких местах, поскольку ее ширина в месте изгиба возрастает.
Не допустить овализацию и сохранить круглую форму при холодной гибке возможно двумя методами. Первый, поддерживать стены изнутри, применяя внутренний ограничитель. Второй, поддерживать стены как изнутри, так и снаружи, используя внутренний и внешний ограничитель.
Внутренним ограничителем может служить шепетильно утрамбованный в трубу песок, резина, вода, смолы либо легкоплавкие материалы. Основное, это надежно закрыть отверстия трубы, дабы при повышении давления на протяжении изгиба наполнитель не выпадал наружу. По возможности рекомендуется хорошо заваривать отверстия труб.
При применении второго метода целостные показатели мало выше, но для этого нужны особые механические элементы либо резервуары, каковые в большинстве случаев употребляются при промышленном изготовлении труб. В случае если использовать более твёрдое и жёсткое внутреннее наполнение, сохранится более круглая форма просвета, исходя из этого их применяют чаще. Но при применении упругих наполнителей, наружная сторона в меньшей степени поддается растяжению.
Методы гибки
На производстве, в то время, когда приходится гнуть трубы из нержавеющей стали, в большинстве случаев употребляется холодная гибка по обстоятельству высших показателей рентабельности, а в случаях, где нужна тёплая гибка, довольно часто выгоднее просто сходу вылить нужную форму. Исходя из этого потом приведены методы холодной гибки, тем более что большая часть технологий не резко отличается от тёплого метода.
Гибка с применением двух опор

Заготовка укладывается между двух опор так, дабы первая опора удерживала, а вторая была несущей. При действии винтового либо гидравлического пресса либо домкрата потом второй опоры происходит изгиб. Данным методом возможно гнуть трубы диаметром до 350 миллиметров. Оборудование владеет достаточной простотой и может употребляться конкретно в местах монтажа.
Вальцевание
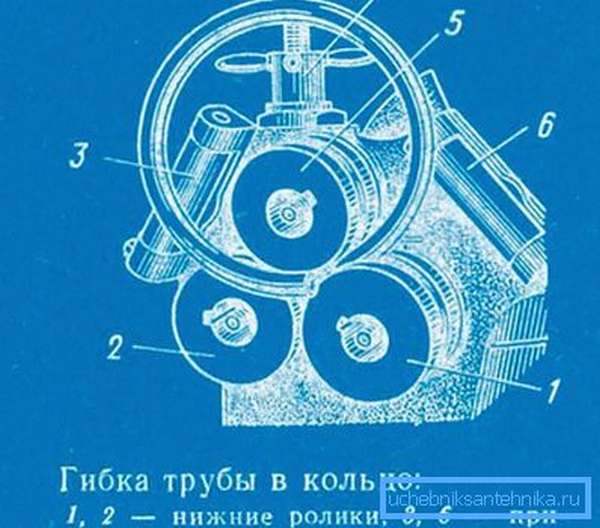
Таковой способ употребляется, в то время, когда необходимо взять кольцо либо спираль из трубы маленького диаметра. Заготовка посредством механических крепежей и толкателя продвигается через вращающиеся ролики, потом чего обретает нужную кривизну.
Гибка посредством раскатывания
В этом случае заготовка закрепляется и производится раскатывание в определенных местах с помощи особых шариков. Подобный процесс может происходить как с наружной части – обматывание, так и с внутренней – раскатывание. В итоге труба получает треугольную форму с округлыми краями.
Гибка наматыванием
Как гнуть трубы из нержавейки

Как на производстве, так и в быту, одним из наиболее часто используемых элементов для изготовления различных металлических конструкций является труба. Самой прочной, надежной и долговечной является труба, изготовленная из нержавеющей стали.
Изготовлением труб из нержавеющей стали занимаются специализированные промышленные предприятия. А вот приобрести такой трубопровод можно даже в самом неожиданном месте. Например, купить нержавеющую трубу можно непосредственно у производителя, в специализированной точке сбыта или даже на металлобазе. Есть еще один очень популярный способ, наиболее простой, воспользоваться интернетом, найти сайт поставщика и сделать заказ.
Чем чреват изгиб трубы
Изготовление конструкции с использование трубы из нержавеющей стали это трудоемкий и тяжелый процесс, который требует определенного опыта, знаний, и конечно же, наличие специального инструмента. В процессе работ можно столкнуться с необходимостью согнуть трубу. Прежде чем приступить к изгибу трубы, особенно если дело касается тонкостенной трубы, нужно помнить, что это впервую очередь нарушение ее целостности, что чревато последствиями, какими как потеря первоначальных свойств и качеств изделием.
Методы ручного изгиба
Конечно, согнуть трубу самостоятельно в домашних условиях, сложнее, чем на промышленном предприятии, где для этого используют специальное оборудование, но возможно.

Вот несколько методов, которые помогут достичь желаемого результат:
- Согнуть тонкостенную трубу из нержавеющей стали поможет такой инструмент как ручной трубогиб. Его конструкция напоминает многим арбалет и работает он практически также. Необходимо вставить трубу, выполнить несколько не хитрых движений руками, и труба будет согнута.
- Второй метод подразумевает изготовление специальной пружины из проволоки. Для изготовления устройства понадобится проволока диаметром 4 мм. В нее протягивают трубу, пружину начинают сгибать, вследствие чего, сгибается и труба.
- Согнуть тонкостенную трубу из нержавейки также можно при помощи обычной горелки. Для этого труба фиксируется в тисках. Горелку нужно направить в том место на трубе, в котором нужно ее согнуть. Горелка разогревает участок трубы. Нужно внимательно следить за цветоизменением участка, который греется, как только он приобрел ярко красный цвет, горелку нужно выключать и, вооружившись молотком, ударить по данному участку, что приведет к желаемому изгибу.
На протяжении строительных, ремонтных и монтажных работ употребляются трубы для прокладок канализаций, газопровода, водопровода, вентиляций, канализации и т.д. В зависимости от места эксплуатации используют трубы из различных материалов, разных толщины, диаметра и длины. Наряду с этим не всегда имеется возможность применять колено либо переходники.
В аналогичных случаях приходится сгибать трубу, в следствии ее возможно повредить либо по большому счету сломать. Потому, что таковой материал как нержавеющая сталь владеет достаточной прочностью, имеет долгое время эксплуатации и не поддается влиянию жидкости, его довольно часто применяют на протяжении монтажных работ. Исходя из этого в данной статье разберем, как согнуть трубу из нержавейки.
Сам процесс сгибания железных изделий возможно поделить на два типа. Температурный, в то время, когда заготовку либо ее часть разогревают либо охлаждают с последующим изгибом. Механический, в то время, когда на заготовку воздействуют с определенной силой, применяя особые устройства либо изгибая ее вручную. Стоит подметить, что нержавеющая сталь относительно технологичный материал и трудностей при работе в большинстве случаев не появляется.
Трубы из нержавеющей стали нельзя сгибать с предварительным нагревом (к примеру, газовой горелкой либо паяльной лампой).
Изгиб как негативный фактор

Сгибание трубы есть негативным причиной для эксплуатационных черт. Имеют место различные недостатки, зависящие от материала, угла изгиба, устройства и способа изгиба, внутреннего диаметра и толщины материала. К отрицательным последствиям возможно отнести:
- изменение радиуса изгиба на протяжении эксплуатации под действием температурного расширения либо сужения и механического действия, благодаря чего отмечается пружинящий эффект;
- уменьшение толщины наружной стены в месте изгиба;
- появление резких изломов либо складок в виде гармошки на внутренней стенке изгиба;
- овализация ? изменение формы трубы и появление просвета овальной формы;
- повышение действия коррозии на внутренней и внешней стенке изгиба.
При проходе вещества по внутренней полости трубы особенное давление приходится на внешнюю стенку, исходя из этого при монтаже в местах с протеканием жидкостей на больших давлениях рекомендуется применение колено, утолщения либо трубу с более толстыми стенками. Появившаяся овализация кроме этого очень плохо воздействует на трубы при стремительном движении потока жидкости. В аналогичных местах происходит сужение по одной оси и расширение по другой, что, со своей стороны, кроме этого увеличивает давление на внешнюю стенку изгиба. Еще необходимо учитывать овализацию при прокладке труб в узких местах, поскольку ее ширина в месте изгиба возрастает.

Не допустить овализацию и сохранить круглую форму при холодной гибке возможно двумя методами. Первый, поддерживать стены изнутри, применяя внутренний ограничитель. Второй, поддерживать стены как изнутри, так и снаружи, используя внутренний и внешний ограничитель.
Внутренним ограничителем может служить шепетильно утрамбованный в трубу песок, резина, вода, смолы либо легкоплавкие материалы. Основное, это надежно закрыть отверстия трубы, дабы при повышении давления на протяжении изгиба наполнитель не выпадал наружу. По возможности рекомендуется хорошо заваривать отверстия труб.
При применении второго метода целостные показатели мало выше, но для этого нужны особые механические элементы либо резервуары, каковые в большинстве случаев употребляются при промышленном изготовлении труб. В случае если использовать более твёрдое и жёсткое внутреннее наполнение, сохранится более круглая форма просвета, исходя из этого их применяют чаще. Но при применении упругих наполнителей, наружная сторона в меньшей степени поддается растяжению.
Методы гибки

На производстве, в то время, когда приходится гнуть трубы из нержавеющей стали, в большинстве случаев употребляется холодная гибка по обстоятельству высших показателей рентабельности, а в случаях, где нужна тёплая гибка, довольно часто выгоднее просто сходу вылить нужную форму. Исходя из этого потом приведены методы холодной гибки, тем более что большая часть технологий не резко отличается от тёплого метода.
Гибка с применением двух опор

Заготовка укладывается между двух опор так, дабы первая опора удерживала, а вторая была несущей. При действии винтового либо гидравлического пресса либо домкрата потом второй опоры происходит изгиб. Данным методом возможно гнуть трубы диаметром до 350 миллиметров. Оборудование владеет достаточной простотой и может употребляться конкретно в местах монтажа.
Вальцевание

Таковой способ употребляется, в то время, когда необходимо взять кольцо либо спираль из трубы маленького диаметра. Заготовка посредством механических крепежей и толкателя продвигается через вращающиеся ролики, потом чего обретает нужную кривизну.
Гибка посредством раскатывания
В этом случае заготовка закрепляется и производится раскатывание в определенных местах с помощи особых шариков. Подобный процесс может происходить как с наружной части – обматывание, так и с внутренней – раскатывание. В итоге труба получает треугольную форму с округлыми краями.
Гибка наматыванием
Шпатель, нержавеющая сталь, изогнутый, 180 мм Isolab

Выполним распаковку, визуальную проверку, сборку и установку, запуск и настройку, проверку функциональности, проведем инструктаж персонала.
Техническое обслуживание
Проведем периодические регламентные работы: визуальный осмотр, очистка засоренных узлов и частей, замена расходных материалов и изношенных деталей, тестирование прибора, проверка показателей и измерение параметров, калибровка и настройка, обновление программного обеспечения.
IQ/OQ/PQ квалификация, валидация
Проведем монтажную (IQ), операционную (OQ) и эксплуатационную (PQ) квалификацию оборудования по протоколам производителя в полном соответствии с стандартами GMP/GLP.
Проведем диагностику в нашем сервисном центре или у Вас на предприятии, выявим причину поломки, устраним неисправность, проведем тестирование, настройку, калибровку отремонтированного оборудования.
Получите коммерческое предложение в течение 1 часа
Менеджер подготовит коммерческое предложение и позвонит, если понадобится уточнить детали вашего заказа

Анна Гловацкая Менеджер по работе с клиентами
С 2010 года мы поставляем оборудование с заводов Европы. Берем на себя все — от подбора оборудования до внедрения на предприятии

Обрудование подберут сотрудники с высшим химическим образованием
Все сотрудники имеют высшее образование, закончили ведущие химические вузы страны, такие как РХТУ им Менделеева.

Организуем поставку с завода- изготовителя за 6-8 недель
У большинства компаний срок ожидания составляет 10-12 недель.

Храним оборудование по требованиям производителя
Оборудование хранится на сухом отапливаемом складе, где поддерживается ровная температура.

Доставим по Москве на следующий день, по России — за 3-4 дня
Работаем с PonyExpress и Деловыми линиями. Вы также можете выбрать свою транспортную компанию или забрать товар со склада в Москве.

Выполним бесплатный ремонт и сервисное обслуживание
В случае любых неполадок за свой счет выполним ремонт в сервисном центре или на заводе-изготовителе. Или бесплатно заменим прибор на новый.

Обеспечим легкое внедрение на предприятие
Производим пуско-наладку оборудования, валидацию, обучение сотрудников. Если нужно, привлекаем инженеров с заводов- изготовителей.
Отзывы





























































В числе наших клиентов организации
из разных отраслей
- Добывающая промышленность
- Медицинские учреждения
- НИИ, университеты
- Пищевая промышленность
- Поставщики оборудования
- Предприятия химической промышленности
- Производители фармацевтики
- Прочие предприятия

Производитель может поднять цены — запросите коммерческое предложение сейчас, и мы зафиксируем за вами текущую цену.

Привезем под заказ

Срок поставки с завода 6-8 недель
Шпатель, нержавеющая сталь, изогнутый, 180 мм Isolab
Гарантия 1 год
Код: 047.03.180 Производитель: Isolab Минимальный заказ:
Онлайн консультант Анна Головацкая Получить консультацию эксперта
Похожие товары:

87818 BRAND Стакан, низкая форма, PP 600 мл: 50 мл, рельефная шкала

114720 Марка Grip Стопор, PE-LD для трубок 1147 15, 1000 шт. / Сумка
58,39 € / 6 219 ₽

US258 / WAC / A / 5 мерные колбы Poulten Co KG предупреждение 26×26 мм, «менее токсичный»

Бакет ротор, 4 х 200 мл, 5000 об/мин, Hermle 221.71 V20

8910 HERKA GmbH https://dv-expert.org/proizvoditeli/isolab/047-03-180-ISOLAB-Laborgeraete-shpatel-iz-nerzhaveyuszei-stali-izognutyi-konec-180-mm» target=»_blank»]dv-expert.org[/mask_link]