Являясь начальной стадией процесса получения покрытия, подготовка поверхности в значительной степени определяет коррозионную стойкость окрашенных изделий и, соответственно, долговечность покрытия. При нанесении ПК по плохо подготовленной поверхности (зажиренной, имеющей окалину, ржавчину и т.п.) наблюдается быстрое отслаивание покрытия как на небольших участках, так и по всей поверхности. Наличие загрязнений на поверхности под слоем ПК может приводить к возникновению многочисленных очагов коррозии и последующему разрушению покрытия.
В случае эксплуатации изделий с нанесенным без конверсионного подслоя покрытием в жестких атмосферных условиях, через пленку к подложке будут поступать влага, кислород, кислотные загрязнения. Их контакт с металлической поверхностью будет приводить к аналогичным результатам.
Из всего многообразия встречающихся загрязнений, подлежащих удалению с поверхности, можно выделить следующие:
Органические загрязнения – антикоррозионные смазки и смазочные масла, в состав которых входят минеральные масла, вазелин, нефтяной воск, парафины, жирные кислоты, канифоль, древесные смолы и др.
Подготовка поверхности под порошковую краску. Красим порошковой краской в гараже.
Неорганические загрязнения – нагары и окислы, образующиеся в результате операций предварительной обработки, окалина, ржавчина, металлическая стружка и другие крупные и мелкие неорганические частицы, смешанные со смазкой, остающейся после механической обработки и др.
Смешанные загрязнения – смазки, применяемые при обработке металлов давлением, специальные смазки и эмульсионные композиции, в состав которых входят различные пигменты в виде тонко измельченных порошков и т.п.
Поверхность изделий, подготовленных к окраске
- не должна иметь заусенцев, острых кромок (радиусом менее 0,3 мм), сварочных брызг, наплывов пайки, прожогов, остатков флюса (поверхность литых изделий не должна иметь неметаллических макровключений, пригаров, нарушений сплошности металлов в виде раковин, трещин, спаев, неровностей и т.п.);
- должна быть сухой, обеспыленной, без загрязнений маслами или смазками, не иметь окалины и следов ржавчины, а также налетов вторичной ржавчины, образующейся в процессе обработки для изделий из черных металлов.
При удалении загрязнений с поверхности изделий особенно важен выбор наиболее эффективного метода обработки и составов, применяемых для этой цели. Они определяются:
- материалом обрабатываемой поверхности;
- видом и степенью загрязнения;
- требованиями к условиям и срокам эксплуатации.
В зависимости от производственных условий, размеров изделий, их количества обработка поверхности химическими методами может производиться погружением изделий в ванну с раствором или подавая на них раствор под давлением через специальные форсунки (струйная обработка). В последнем случае эффективность обработки повышается, так как к физико-химическому воздействию на обрабатываемую поверхность добавляется механическое; при этом к поверхности непрерывно подается незагрязненный раствор.
Для обработки поверхности изделий перед нанесением ПК используют обезжиривание, удаление окисных пленок (абразивная очистка, травление), нанесение конверсионного слоя (фосфатирование, хроматирование, пассивирование). Первая операция является обязательной, остальные применяются в зависимости от конкретных условий и требований.
Обезжиривание.
Обезжиривание – удаление с поверхности жировых загрязнений, следов пота, солей, шлама и т.п. под воздействием специальных химических веществ (органических растворителей, щелочных водных и эмульсионных составов).
Удаление окисных пленок.
Для удаления окислов – окалины, ржавчины, окисных пленок – могут быть использованы абразивная очистка (дробеструйная, дробеметная, механическая) и химическая очистка (травление).
Конверсионные покрытия.
Для улучшения защитных свойств и удлинения срока службы, особенно при эксплуатации изделий в атмосферных условиях, в подготовку поверхности перед нанесением ПК рекомендуется включать дополнительные операции: фосфатирование (преимущественно для стальных и оцинкованных поверхностей), хроматирование (для алюминия и его сплавов).
Придавая исключительно важное значение подготовке поверхности перед нанесением ПК, ведущие европейские фирмы-производители ПК рекомендуют для повышения долговечности порошкового покрытия проводить специальную подготовку в соответствии со свойствами каждой конкретной поверхности (стальной, оцинкованной, алюминиевой).
По их мнению наилучшими способами обработки являются:
Для подготовки стальной поверхности
Обработка железофосфатными составами (получаемый тонкий слой менее 1,0 мкм), проводимая в три этапа, при совмещении обезжиривания и фосфатирования.
- обезжиривание и фосфатирование;
- промывка;
- пассивирование;
- сушка горячим воздухом при 110 — 120°С.
Обработка цинкофосфатными составами (толщина слоя 2 — 3 мкм) с использованием шести этапов:
- обезжиривание водными щелочными составами;
- промывка холодной водой;
- вторая промывка;
- фосфатирование;
- промывка холодной водой;
- пассивирование с последующей промывкой деминерализованной горячей водой;
- сушка горячим воздухом при 11140°С.
Для подготовки оцинкованной поверхности
Обработка цинкофосфатными составами, проводимая в пять этапов.
- обезжиривание;
- промывка;
- фосфатирование;
- промывка;
- пассивирование;
- сушка горячим воздухом при температуре 110 — 120°С.
Для исключения таких дефектов порошкового покрытия на оцинкованной поверхности как потеря адгезии, вспучивание, рекомендуется такой эффективный и легкий способ обработки как обдирка щетками, удаляющими оксиды цинка и увеличивающими шероховатость поверхности. Во избежание перегрева слоя цинка температура формирования порошкового покрытия не должна превышать 175 — 180°С.
Для подготовки поверхности алюминия и его сплавов
Обработка хроматными составами, проводимая в семь этапов.
- обезжиривание;
- промывка;
- травление;
- промывка;
- хроматирование;
- промывка;
- окончательная промывка.
В зависимости от типа профиля и вида алюминия (сплава) европейские фирмы предлагают также в качестве конверсионного слоя перед нанесением ПК использовать фосфохроматное и фосфофлюриоцирконовое покрытие.
Выбор операций подготовки поверхности перед нанесением ПК в каждом конкретном случае, как и выбор рецептуры того или иного состава и режимов обработки должен производиться специалистами. Только такой подход может обеспечивать высокое качество получаемого покрытия и заданную его долговечность.
Источник: vysokie.ru
Порошковая краска для заборов

Окраска необходима, чтобы придать заборам и решёткам привлекательный вид, и обеспечить защиту от коррозии, действия влаги, появление царапин. Прокрашиваются все углы, и изгибы. Любые изъяны на сложных поверхностях становятся незаметны. Порошковая краска для заборов и решеток — это стойкое и экологически безопасное покрытие, которое прослужит намного дольше, чем аналоги из других категорий. Цена покраски порошково-полимерными составами зависит от площади окрашиваемой металлоконструкции и конфигурации.
Преимущества и недостатки использования порошково-полимерных красок
Порошковые краски максимально устойчивы к любым неблагоприятным атмосферным воздействиям. Порошковая краска не боится ни дождя, ни снега, вреда ей не может принести даже солёная вода, например, туман с моря.
Покрытие не выгорает на солнце и остаётся ярким и свежим весь срок своей службы. Блеск его сохраняется на срок 10 лет и более. При этом ему не нужен специализированный уход, достаточно только протирать металлоконструкции, убирая налипшую пыль.
Минус использования в том, что перекрасить металлический забор, ворота или решётки будет совсем не просто. Придётся полностью очистить старое покрытие с помощью абразивных или химических способов, и только потом наносить новое.
Технология окраски требует специализированного оборудования, но при этом улучшает физико-механические показатели изделий: ударную прочность, твёрдость.

Технология нанесения краски
При последовательном соблюдении технологии гарантируется длительный срок службы заборов и решёток и сохранение их эстетичного и аккуратного вида.

Виды и особенности порошковых красок для заборов и решёток
Краски бывают нескольких видов и отличаются составом: используются эпоксидные, эпоксидно-полиэфирные и полиэфирные составы на основе синтетических смол.
Для покраски ограждения можно выбрать любой цвет по шкале РАЛ, а также использовать различные эффекты, например, текстурирование поверхности. Покрытие остаётся устойчивым и пластичным в интервале температур от -60 до +120 градусов, следовательно, порошковая покраска может использоваться в любой климатической зоне.
Источник: poroshkovaya-kraska.ru
Способы порошковой окраски металла
Порошковая покраска металла – современный метод окрашивания и защиты поверхностей. Жидкое покрытие с частицами порошка наносится на окрашиваемую деталь. Частицы удерживаются на поверхности силой электростатического притяжения. При высокой температуре частицы мелкодисперсного порошка расплавляются и полимеризуются, образуя единое качественное покрытие.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:

Порошковая краска используется в промышленном производстве металлических изделий
- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
Особенности порошковой покраски
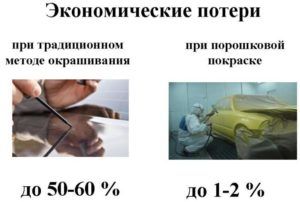
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:
Состав краски не колеруется и выбор идёт из готовой палитры оттенков
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Разновидность порошковой окраски
Покраска металла проходит в три стадии. По подготовленной поверхности наносится порошковая краска. После напыления красящего состава деталь отправляют в печь для полимеризации.
Для нанесения покраски необходимо следующее оборудование:
Двухпостовая камера напыления
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.
Трибостатический пистолет
Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены.
Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.

Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.

Полиэфирные порошковые краски
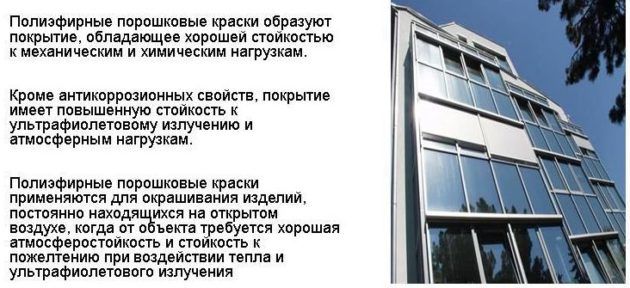
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Источник: promzn.ru