
Порошковые краски были созданы для обеспечения защиты выкрашиваемых поверхностей, придания им красивого внешнего вида, уменьшения затрат на покраску и в целях снижения вреда, причиняемого экологии. Тогда же появилась система анодирования, а также электростатический метод нанесения покрытия. Появились краски, которые устойчивы к влиянию отрицательных внешних факторов, и покрытия с эффектом «металлик».
Для покраски используют следующие виды порошковых красок:
- полиэфирные – коррозионно- и атмосферостойкие;
- эпоксидные – особо устойчивые к кислотам и щелочам;
- силиконовые – устойчивые к влиянию высоких температур;
- полиуретановые – устойчивые к маслам, растворителям и абразивному воздействию.
Предварительная обработка
Предварительная обработка детали является самым трудоёмким и продолжительным процессом, которому порой не уделяют необходимого внимания, тем временем от него зависят жёсткость, качество и долговечность покрытия.
Перекрас. Как нанести второй слой порошковой краски.

Приготовление поверхности к процессу окраски включает в себя устранение загрязнений, фосфатирование и обезжиривание в целях увеличения адгезии, а также предохранения металла от ржавчины.
Очистка отделываемой поверхности может выполняться химическим либо механическим методами.
Нанесение конверсионного подслоя устраняет попадание под покрытие различного рода загрязнений и влаги, вызывающие отслоение и дальнейшее разрушение облицовки.
Фосфатирование поверхности с нанесением слоя неорганической краски повышает адгезию, то есть сцепку поверхности с краской в два-три раза, и позволяет предохранить её от коррозии.
При избавлении от окислов (ржавчины, окалины и окисных плёнок) довольно результативны абразивная (дробеструйная, дробеметная, механическая) и химическая очистки, то есть протравка.
По окончанию ополаскивания и сушки изделия в печи, поверхность можно считать готовой для того, чтобы была нанесена порошковая покраска.
Нанесение порошковой краски
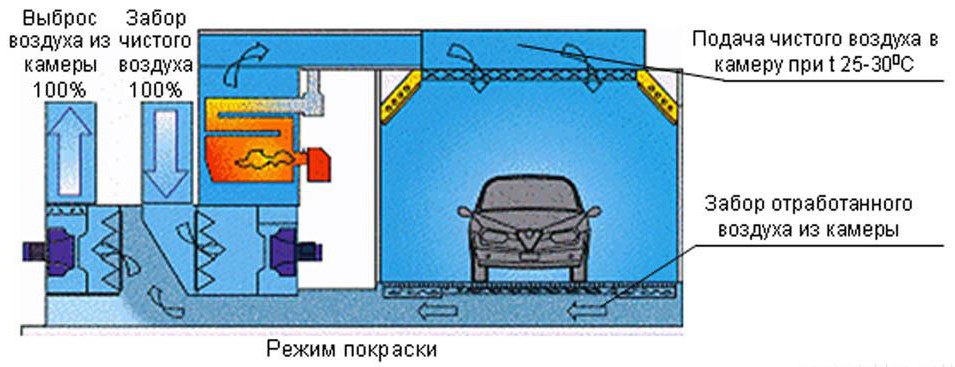
Когда предварительная обработка завершена, выкрашиваемый предмет размещают в камере напыления, где происходит порошковая покраска детали для автомобиля.
Главным предназначением этого бокса является улавливание частиц порошка, которые не сели на выкрашиваемое изделие, утилизация краски, предотвращение проникновения её в помещение. Подобная камера снабжена системой фильтров, средствами очистки (бункерами, виброситом и др.) и системами отсоса.

Самый известный метод нанесения порошковой краски – это электростатическое напыление, то есть нанесение на заземлённую деталь электростатически заряженного порошка с применением пневматического распылителя, называемого также пульверизатором, аппликатором или пистолетом.
Формирование покрытия
Когда краска уже покрашено, оно уходит на следующую стадию – формировку покрытия, включающую в себя оплавку слоя краски, получение плёнки покрытия, его отвердевание и остывание.
Для процесса оплавки используется особая камера или печь. Имеется множество видов камер полимеризации, их устройство может изменяться в зависимости от особенностей изготовления.
Полимеризация и оплавление проходят на протяжении 15-30 минут при температуре в 150-220°С, вследствие чего происходит формирование плёнки, то есть полимеризация порошковой краски.
По завершении полимеризации выкрашиваемая деталь остывает на воздухе, а затем, после охлаждения, можно считать покрытие готовым. Таким образом, порошковая покраска изделия для автомобиля в домашних условиях завершена.
Преимущества порошковой покраски
Порошковая покраска металла имеет массу достоинств:
- Отличные декорационные и физико-химические свойства покрытий, в том числе большая палитра допустимых цветовых решений;
- Неплохие эксплуатационные свойства покрытий;
- Экономичность применения порошковых красок;
- Долговечность изделий, которые окрашены порошковыми красками;
- Низкая пористость;
- Улучшенные антикоррозийные и ударопрочные свойства в сравнении с остальными красками;
- Отсутствие необходимости проверки вязкости;
- Отвердевание покрытия происходит в течение получаса;
- Потери при покраске порошковыми красками составляют максимум 4%, а, к примеру, при применении жидких красок – около 40%;
- Для хранения порошковых красок нет надобности в крупных помещениях;
- Минимум повреждений выкрашиваемых деталей при перевозке и уменьшение затрат на их упакование;
- Экологическая безопасность окраски порошковыми красками.
Недостатки порошковой покраски
Камера для покраски
Порошковая покраска своими руками имеет также и недостатки. Среди них можно отметить следующие:
- Производить порошковую покраску можно лишь в специально снабжённом помещении с применением дорогостоящей и сложной аппаратуры;
- Порошковую краску нельзя самостоятельно колировать;
- При нанесении краски на нетермоустойчивые поверхности возможны сложности;
- Наименьшая толщина слоя краски имеет ограничения и составляет 35 мкм.
Источник: kuzovspec.ru
Порошковая покраска металла

Порошковая краска, предназначенная в основном для окрашивания металла, начала применяться в широкой практике в 60-е годы прошлого века. Сегодня она уверенно занимает лидирующие позиции среди всех лакокрасочных покрытий.
Материал представляет собой многокомпонентную композицию, в которой дисперсионной средой является воздушная струя, подаваемая под высоким давлением. В процессе напыления частицы краски приобретают электрический заряд, благодаря которому плотно притягиваются к противоположно заряженной поверхности обрабатываемой детали. Первоначально использовались краски термопластичного типа, но сегодня в основном востребованы термореактивные композиции, обеспечивающие стойкость и долговечность ЛКП.
Характеристики порошковой краски
Главные требования к окрашивающему составу: однородность, физическая и химическая стабильность, размер частиц – 50-100 мкм. Порошковые краски содержат:
- твердые частицы;
- пленкообразующие смолы – эпоксидные, полиэфирные, полиэтиленовые, поливинилхлоридные;
- отвердители;
- наполнители;
- специальные добавки.
В зависимости от наличия или отсутствия красящих пигментов, различают пигментированные и непигментированные системы. Материалы первого типа образуют поверхностный слой в выбранной цветовой гамме. Непигментированные композиции, часто называемые порошковым лаком, востребованы для покрытия токопроводящих изделий из металла.
Первые порошковые краски были изготовлены на основе эпоксидных смол. Они используются и сегодня благодаря высокой адгезии к основанию, прочности и устойчивости покрытия к различного рода растворителям. Их минус – появление желтого оттенка при нагревании. Он не ухудшает эксплуатационные свойства ЛКП, но отражается на внешнем виде.
Порошковые составы на основе полиэфиров подходят для окраски металлических изделий и конструкций, используемых на открытом воздухе. Такое покрытие не желтеет, имеет хороший глянец, удовлетворительную адгезию к металлоизделиям, хорошую химическую стойкость. Суперпрочные полиэфиры используются при высоких требованиях к механической прочности ЛКП. Один из существенных плюсов полиэфирных композиций – низкая температура отверждения, позволяющая наносить состав на материалы, плохо переносящие высокие температуры. Свойства, похожие на полиэфирные порошки, имеют уретановые материалы.
Области применения «сухого» окрашивания
Этот метод позволяет создавать долговечное, устойчивое к царапинам и сколам ЛКП на металлических и других поверхностях, способных выдерживать высокие температуры. Он занял прочные позиции в следующих отраслях:
- производство бытовой техники – кухонных плит, стиральных машин, газовых и электрических плит, кондиционеров;
- транспортостроение – покраска кузовов и других элементов транспортных средств;
- строительство – защита и придание декоративного вида металлическим дверям, воротам и другим металлоконструкциям:
- производство промышленного оборудования, инструмента, элементов инженерных коммуникаций.
Способы покраски металла порошковой краской
Существует несколько технологий окрашивания металлических изделий: электростатическая, трибостатическая, в псевдоожиженном слое, газопламенным напылением.
Электростатический способ
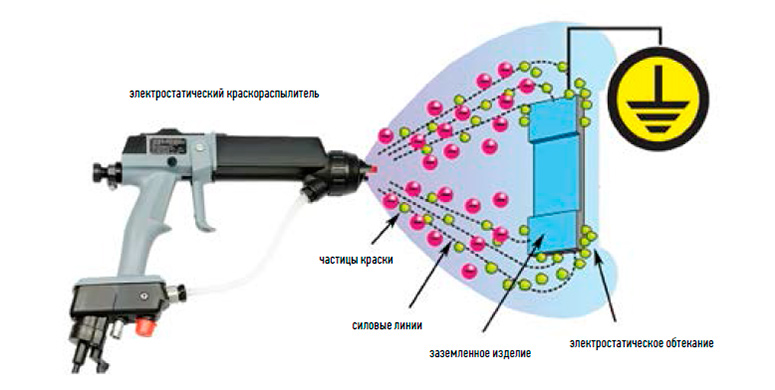
Впервые краскопульт для электростатического окрашивания был запатентован в 40-е годы прошлого века. В его конструкцию входит пистолет, использующий сжатый воздух, и высоковольтный электрод, заряжающий порошок на выходе из ствола. Заземленная деталь притягивает частицы краски, обычно имеющие отрицательный заряд, в случае нейлонных композиций – положительный.
Электростатическим пистолетом коронного типа лучше всего создавать толстый ЛКП, наносить краски металлик, обрабатывать материалы с высокой проводимостью заряда.
Популярные формы сопла – дефлекторная и плоская. В первом случае обеспечивается хорошее рассеивание красителя, во втором – оказывается четко направленное действие. Существуют и другие формы сопла, но они применяются гораздо реже.
Трибостатический
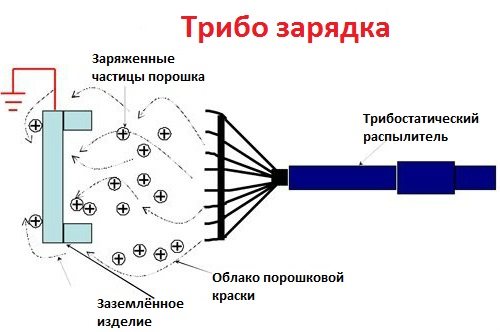
Пистолет для трибостатического порошкового покрытия металлических изделий имеет длинный ствол, на внутренней поверхности которого закреплен абразивный материал. Частицы краски, как и при электростатическом способе, движутся с помощью сжатого воздуха. Заряд они приобретают благодаря трению по абразиву. Плюсы такого решения – качественное окрашивание углублений, создание тонкослойного ЛКП, отсутствие высоковольтного источника электротока. Минусы – невысокая скорость процесса и ограниченное количество порошковых красок, для которых может использоваться эта технология.
В псевдоожиженном слое
Этот способ полимерно-порошкового покрытия металла применяется для создания толстого, надежного и прочного, антикоррозионного ЛКП. Порошок переводится в аэрозольное состояние. При подаче заряда образуется облако заряженных частиц, в которое погружается заземленная вращающаяся деталь. На ее поверхности оседает толстый равномерный слой краски. Этот метод подходит для термопластичных и термореактивных порошков.
Газопламенное напыление

Термопластичный порошок пропускают через пламя газовой горелки. Частицы красителя плавятся и покрывают изделие. Плюсы этого способа – мобильность оборудования, окрашивание крупногабаритных объектов. Такой способ покрытия металла порошковой краской может использоваться при любых температуре и влажности.
Виды составов для порошковой окраски металла
Такие краски могут иметь термопластичную, термореактивную и УФ-отверждаемую основу.
- В термопластичных композициях связующими смолами являются винил, нейлон, полиэстер. Большинство таких материалов нуждается в предварительном грунтовании поверхности. Окрашивание осуществляется при высоких температурах, химические реакции при этом отсутствуют. Частицы порошка под высоким давлением наносятся на поверхность детали, сплавляются между собой, а после остывания образуют защитно-декоративный слой – мягкий и эластичный.
- В материалах с УФ-основой имеется фотоиницииатор. Отверждение ЛКП происходит при попадании на поверхность ультрафиолетовых лучей.
- Популярные сегодня термореактивные красители, содержащие специальный отвердитель, образуют прочный и надежный поверхностный слой благодаря протеканию химических реакций между компонентами состава. В горячем состоянии порошок, попавший на деталь, растекается, а при охлаждении полимеризуется с образованием прочной и долговечной пленки, устойчивой к химическим веществам, царапинам, ударам. Доля таких материалов во всем объеме порошковых красителей – примерно 80%.
Оборудование для порошковой окраски стали и других металлов
Для этого процесса необходимы:
- Пистолет, конструкция которого зависит от поставленной технической задачи.
- Компрессор для выработки сжатого воздуха, который необходим для окрашивания, пескоструйной обработки, обдува деталей.
- Устройства для очищения сжатого воздуха от масла и воды, подготовки поверхности к покраске.
- Покрасочная камера. Имеет хорошее освещение рабочей зоны, вентиляционную систему, фильтры для улавливания излишне распыленного материала.
- Полимеризационная печь, габариты которой выбираются в зависимости от размеров предметов, с которыми планируется работать. Она необходима для нагрева детали после нанесения краски. В процессе такого нагрева происходит плотное сшивание химических связей компонентов красителя – полимеризация. Популярные виды печей – конвекционный и терморадиационный.
Этапы процесса окрашивания
Для получения красивого, равномерного ЛКП, устойчивого к механическим и химическим повреждениям, необходимо:
- Подготовить поверхность. Очистку выполняют паром, погружной мойкой, мойкой высокого давления, пескоструем. Для улучшения адгезии очищенный металл фосфатируют, хроматируют, покрывают железофосфатами, цинкофосфатами.
- Грунтовать предмет цинксодержащими или бесцинковыми составами. Этот этап необходим для ограниченного числа окрашивающих композиций.
- Нанести порошок в соответствии с выбранной технологией.
- Отправить окрашенный предмет или металлоконструкцию в полимеризационную печь для отверждения ЛКП. Обычно это происходит при температурах +160…+230°C. Время операции зависит от размеров и формы объекта.
После охлаждения на воздухе металлопродукция готова к отправке заказчику.
Правила безопасности при порошковом окрашивании металлических деталей и конструкций
При электростатической покраске электрозаряд передается частицам состава. Для обеспечения их хорошего притягивания к предмету и безопасности процесса необходимо заземлить остальных участников этой технологической операции.
Если человек не заземлен, то частицы красителя будут огибать его контуры, а не двигаться к обрабатываемому объекту. Пол, на котором стоит оператор, должен быть сухим и чистым, а подошва его обуви – кожаной. Необходимо заземлить: крюки, на которые подвешивается изделие, воздушный рукав, емкость, из которой подается краситель, и прочие токопроводящие предметы.
Негативные последствия отсутствия или неэффективности заземления:
- неоднородный слой;
- перерасход красителя из-за его оседания на стенках камеры, полу, стенах;
- слишком тонкое ЛКП;
- необходимость постоянно настраивать применяемое оборудование.
Преимущества и недостатки порошковой покраски металлических изделий
Популярность этого метода обеспечивают:
- экологичность красящего состава благодаря отсутствию токсичных летучих соединений, оказывающих вредное влияние на окружающую среду и здоровье людей;
- минимальная усадка покрытия, обеспеченная отсутствием растворителя;
- отсутствие дефектов, возникающих при нанесении жидких ЛКМ;
- широкие цветовая гамма и спектр текстур;
- краткое время отвердевания защитно-декоративного слоя;
- минимальные потери окрашивающего материала – примерно 5%, при распылении жидких ЛКМ они могут составлять до 70%;
- возможность выполнять работы оператору с низкой квалификацией или полностью автоматизировать этот процесс;
- устойчивость ЛКП к механическим повреждениям, ультрафиолетовому излучению, низким и высоким температурам;
- долговечность защитно-декоративного слоя – 15-20 лет.
Этот метод порошковой покраски металла имеет небольшие ограничения. С его помощью сложно нанести тонкослойное и очень гладкое покрытие, получить высокий глянец. Жидкие аналоги однозначно побеждают, если речь идет о необходимости получить необычный сложный оттенок.
Преимущества заказа услуги порошкового окрашивания деталей и конструкций в компании «Адамант Сталь»
Как осуществить покраску порошковой краской?

Сейчас активно развиваются технологии покрытия металлической поверхности порошковыми красками. На второй план уходит применение таких материалов, как жидкие лакокрасочные составы. Многим производителям уже приглянулась покраска порошковой краской, способствующая созданию прочных и долговечных покрытий.
Чем порошковые краски отличаются от аналогичных материалов?
Покраска порошком имеет свои достоинства, к которым относят:
- Возможность получить долговечное покрытие. Согласно результатам исследования, средний срок службы составляет около 10-20 лет.
- Отсутствие потёков на поверхности.
- Высокая прочность на удар и изгиб.
- Отсутствие едкого запаха, если надо нанести материал на деталь.
- Процесс самой покраски автоматизирован, нет необходимости проходить обучение и получать специальные навыки.
- Порошок не требует специальных условий для хранения. А вот о жидких материалах такого сказать нельзя.
- В случае порошковой покраски можно не применять специальные покрытия во время транспортировки. Плёнка после полимеризации на поверхности конструкции защитит от механических повреждений хотя бы на некоторое время.
- Цикл окрашивания сокращённый, составляет всего около полутора-двух часов.
- Расход материалов на низком уровне, а также небольшое количество отходов.
- Высокие физико-химические свойства. Включая устойчивость не только к ударам, но и к коррозии, температурным колебаниям.

Но есть ли недостатки у такого решения, как покраска металла порошковой краской? К сожалению, без них не обходится, и иногда она могут перевесить имеющиеся плюсы.
Например, порошковая окраска точно не подходит для дерева и пластика, эти материалы просто несовместимы.

Без единоразовых крупных вложений процесс покраски вообще невозможно организовать. Кроме того, потом возможности по эксплуатации оборудования будут сильно ограничены. Наконец, технология не должна применяться, когда температура низкая.
Какой принцип применяется во время покраски?
Окрашивание изделий допускает применение сухих составов. В самой процедуре имеется два этапа.
- Нанесение состава на поверхность.
- Закрепление.
Мельчайшие частички порошковой покраски получают свой заряд, когда происходит напыление. Заряд имеет противоположные характеристики по сравнению с тем, что характерно для окрашиваемой детали. Как известно, отрицательное и положительное значение температуры притягиваются друг к другу. Поверхность принимает на себя частицы материала, технология покраски порошковой краской становится максимально эффективной.
Важно, чтобы результат был закреплён, пока окрашенная поверхность вместе с материалами ещё остаются надёжными. Потому на следующем этапе переходят к запеканию. Объекты с завершённой обработкой оказываются внутри специальных печей.
Сухие порошки для краски плавятся по мере того, как их температура повышается. Снаружи появляется плёнка для защиты.

Внутри термопечей показатель может достигать 240 градусов. Точные значения зависят от того, к какой разновидности относится материал, какое применяется оборудование для покраски.
Гид рекомендует: Как заправить краску в аэрозольный баллон?
На видео: всё о порошковой покраске.
Какое оборудование требуется для использования технологии?
Без специальных инструментов и процесса полимеризации в данном случае не обойтись. Их список включает в себя:
- сушильную камеру.
- распылитель или краскопульт.
- камеру, завершающая процесс.
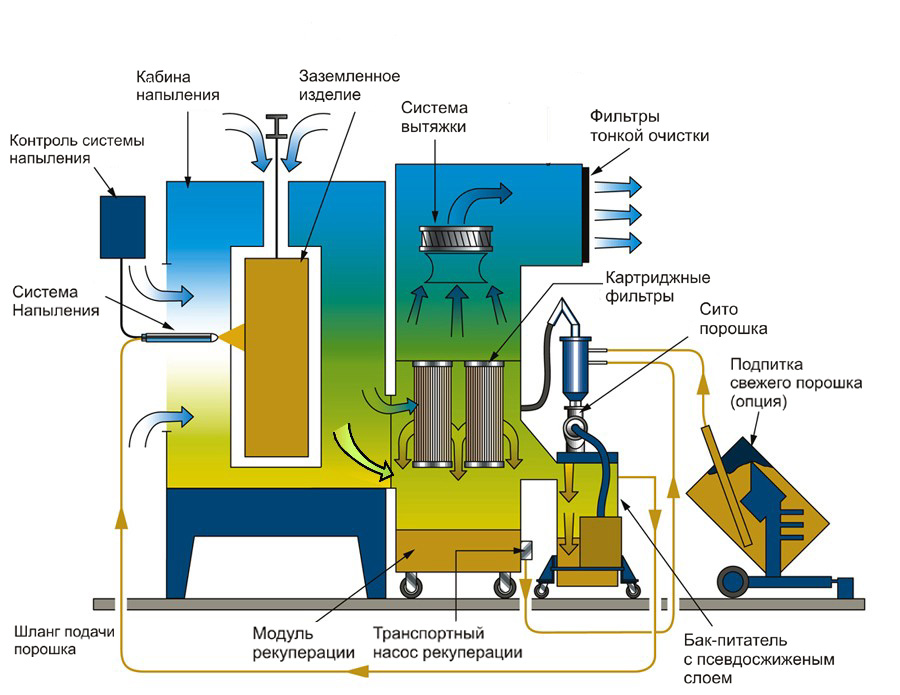
Распространение частиц с сухой краской ограничивается благодаря применению специальной камеры. Кроме того, благодаря этому внутри не оказывается пыль и грязь с улицы. Внутри камер часто устанавливаются специальное фильтрационное оборудование. Оно позволяет улавливать до 90-95 процентов материала, который остался неиспользованным на предыдущих этапах. Не обходится без процесса полимеризации.
Некоторые модели снабжаются так называемым эжектором обратной подачи, который дополняется контролером и вытяжным вентилятором. Камера снабжается одним-двумя проёмами. Через передний проём изделие в готовом виде должно поступить внутрь. А выход организуется на другой стороне.
Есть специальные камеры, которые предназначены только для мелкосерийного производства, либо для единичных моделей. Это оптимальный выбор оборудования для самостоятельного решения такого вопроса, как нанесение порошковой краски.

Окрасочные камеры иногда идут со встроенными распылителями, либо они продаются отдельно. Напылитель позволяет заряжать частицы, распределять их по всей поверхности изделий. В бытовых условиях часто прибегают к так называемым ручным пистолетам, помогающим наносить материал на изделие. Кроме того, выпускаются трибо- и электростатические типы.
В последнем варианте заряд приобретается за счёт силы трения. Функционирование второго варианта предполагает принцип накопления зарядов внутри электростатических полей. Не составит труда понять, как красить деталь.
В качестве сушильных камер могут выступать специальные термопечи. Они отвечают за процедуру полимеризации, оплавление сухих материалов. В большинстве духовых шкафов есть пульты управления, позволяющие задавать индивидуальные характеристики и автоматически включать, либо выключать устройство.
Внутри печи окрашивающееся изделие находится на протяжении минимум 10-20 минут. Стандартная температура во время операции -160-200 градусов.

Некоторые используют электрические обогреватели при технологии порошковой покраски, если что-то надо окрасить своими руками всего один раз. Главное – соблюдение техники пожарной безопасности.
Гид рекомендует: Выбор краски и технология правильного окрашивания стен
Специальные транспортные системы используются для облегчения процесса в промышленных условиях. Покрасочный материал автоматически перемещается, когда он переходит из одного этапа в другой.
Но даже в таких условиях не обойтись без другого дополнительного оборудования:
- Компрессоры. Нужны в случае, когда воздух внутрь не подаётся другими способами.

- Промышленные пылесосы. Они помогают при очистке фильтров, защиты окрашиваемых поверхностей.

Советы по выбору подходящей краски
Есть две разновидности порошковой покраски в зависимости от того, как образуется защитная плёнка. На это не влияет то, каким мы пользуемся оборудованием для нанесения порошковой краски. Оно делится на два вида:
- Термореактивное.
- Термопластичное.
Последняя группа порошковой покраски предполагает, что защитное покрытие образуется без участия химических реакций. Мельчайшие частицы просто сплавляются, а расплавы охлаждаются. Получается плёнка, которую часто легко растворить или расплавить.
Данную группу составляют порошковые краски, которые в своей основе имеют поливинилбутираль, поливинилхлорид, полиэтилен и полиамиды. Актуальное решение для изделий, которые находятся внутри помещений. Принцип остаётся стандартным.
Нерастворимые, неплавкие покрытия образуются после обработки как раз термореактивными составами. Такие изделия характеризуются повышенной прочностью к воздействиям окружающей среды, в том числе и химическим.

О некоторых особенностях технологии
Организуем процесс
Окрашивание деталей по металлу – процедура достаточно дорогая. Процедура покраски в домашних условиях своими руками позволит сэкономить. Процесс имеет примерно те же этапы, что и при обращении в мастерские. Лишь само используемое оборудование приводит к появлению определённых отличий, которые помогут разобраться в том, как красят порошковыми красками.
На территории примерно в 100-150 квадратных километров легко обустроить минимальный покрасочный цех. Этого достаточно для того, чтобы разместить основное оборудование.
Покрасочная камера должна находиться не ближе, чем в пяти метрах от предметов, способных возгораться.

Главное – заранее определить, какого размера изделия подвергнутся обработке при помощи порошковой покраски. «Гаражный» вариант подходит для единичной обработки небольших конструкций. А вот с крупными деталями лучше использовать полнофункциональные камеры.
Гид рекомендует: Преимущества обоев под покраску и их разновидности
Помещение не должно содержать пыли и грязи. Потому предварительно должна быть организована уборка, только после этого – установка оборудования.
Как готовить поверхность?
Необработанное изделие помещают внутрь камеры напыления. Сухая смесь для покраски дисков и других изделий наносится равномерно, ровным слоем. Желательно использовать специальную ширму, которая не даёт частицам материала распространиться по всей поверхности.

Заземление потребуется для того, чтобы удержать на поверхности частицы краски, технология на это не влияет.
«Цветной порошок» могут поместить в бункер, если используется специальная камера. Спустя некоторое время внутрь подаётся сжатый воздух. Частицы начинают электризоваться, сухой краситель подаётся к изделию.
Дополнительные рекомендации
Иногда используют маскировку, когда материалом покрывается не всё изделие целиком. Она помогает закрыть те места, которые дополнительной обработки не требуют. Маскировкой часто пользуются, чтобы разделить поверхность на несколько частей.
Металлические изделия требуют дополнительного закрепления при использовании технологий нанесения порошковой краски.
В заключение можно сказать, что без специального оборудования и помещения данную работу выполнить просто невозможно. В связи с таким требованием не обойтись без дополнительных расходов. Использование собственного гаража позволит сэкономить на оформлении аренды. Профессиональное оборудование приобретается, если проводить подобные работы планируют регулярно.
Продукция от компании Encore уже зарекомендовала себя среди профессионалов. Компания выпускает специальный аппарат разных видов, как с ручным режимом, так и с автоматическим. Оно доступно к приобретению для клиентов с любым уровнем дохода.
Автоматический режим порошкового окрашивания позволит выполнить работу быстро и качественно. Дополнительный комплект манипуляторов ещё больше упростит процедуру. Интегрированные системы управления актуальны для представителей крупного бизнеса. Тогда можно будет оптимизировать любой технологический процесс.
Наконец, автоматические системы позволяют экономить, материала расходуется меньше на 20 процентов. При использовании ручного метода обработки таких результатов не достичь. Зато ручной способ в принципе не требует таких серьёзных затрат, как автоматический.
Практические советы от специалистов по покраске (2 видео)
Источник: gidpokraske.ru